|
|
Категория:
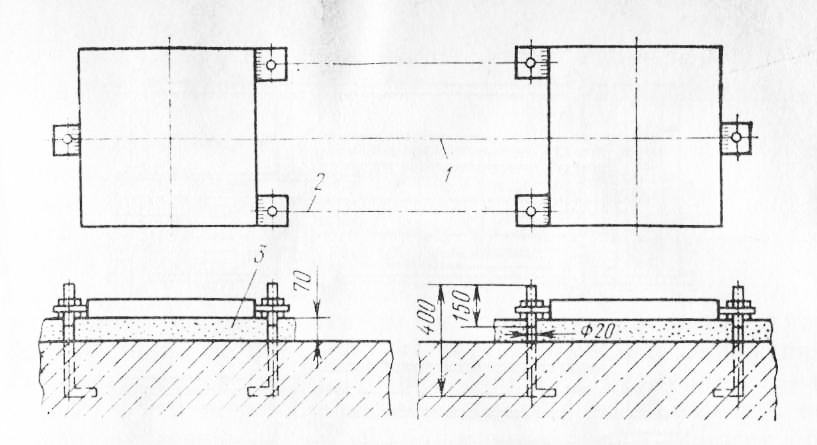
Сборка металлоконструкций Сборка колонн промышленного здания — сложный и трудоемкий процесс. При безвыверочном монтаже каркасов промышленных зданий со стальными колоннами колонна является основным конструктивным элементом, определяющим точность и качество монтажа. Поэтому к качеству сборки колонн предъявляют особенно высокие требования. Опорная плоскость колонны должна быть выполнена в отношении отметки и особенно угла наклона к горизонту с точностью, принятой в машиностроении для механически обработанных поверхностей. В связи с этим опорные плиты под колонны отделены от нее. Они имеют строганую или фрезерованную плоскость и устанавливаются с помощью фиксирующих устройств с требуемой точностью, а затем их подливают цементным раствором.
Рис. 1. Установка и выверка опорных плит под колонны
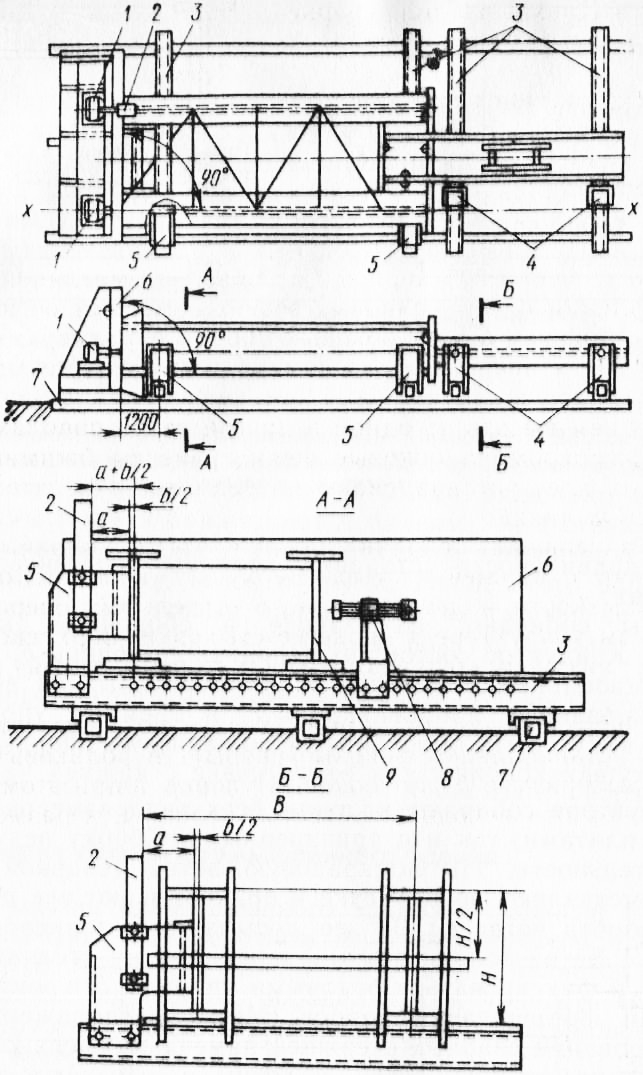
Колонны собирают на заводе в сборочном кондукторе. Кондуктор состоит из неподвижной опоры, передвижных и стационарных стеллажей, установленных на выверенных и забетонированных направляющих, и съемных упоров. Стеллажи могут быть оборудованы роликовыми опорами для наводки верхушки колонны при ее стыковке с нижней частью. В кондукторе собирают колонны всех типоразмеров как с отдельными плитами, так и с приваренными. Сборку ведут в такой последовательности. На подкрановую ветвь (сварной двутавр) колонны выставляют по разметке и прихватывают все диафрагмы. После поворота ветви на 90° ее досылают к торцевой опоре, к упорам. Ветви колонн должны опираться на стеллажи (разрез А—А) и фиксироваться боковыми упорами в местах фиксации их при фрезеровании торцов. Места расположения упоров при фрезеровании сварных стержней намечают масляной краской. Затем заводят вторую ветвь колонны и досылают к торцевой опорной плите кондуктора. Ветви к опорной плите подтягивают двумя пневмоцилиндрами с захватами. Для выхода захватов в плите кондуктора вырезаны окна. После этого размечают положение траверсы подкранового плеча и прихватывают к ветвям колонны фиксаторные планки для траверсы. Поджав вторую ветвь колонны к диафрагмам и соответственно к боковым упорам с помощью переставляемых винтовых прижимов, проверяют проектное положение диафрагмы, траверсы и подтяжку ветвей к плите кондуктора под щуп 0,3 мм, после чего детали прихватывают. Прихватки при сборке ставят в местах наложения сварных швов.
Рис. 2. Кондуктор для сборки колонн:
1 — пневмоцилиндры. 2 — захваты, 3 стеллажи. 4. 5 съем ные упоры, 6 — неподвижная опора, 7 – направляющие пола, 8 винтовой прижим, 9 —диафрагма; х—х ось неподвижной ветви колонны, а — постоянный размер, b — толщина верти кальной стенки ветви, В расстояние по осям ветвей по черте жу, Н высота ветвей
На ветвях колонн намечают осевые линии, точки пересечения их с осевыми линиями обрешетки, после чего устанавливают элементы обрешетки колонны. Установочные линии для плит башмака и подкранового плеча наносят керном и обводят масляной краской. После завершения сборки нижней части колонны стыкуют верх колонны с нижней частью. Верхушку колонны оформляют ребрами жесткости и деталями лаза отдельной операцией или на сборочном кондукторе в процессе стыковки. Верхушку колонны стыкуют с низом в сборочном кондукторе в такой последовательности.
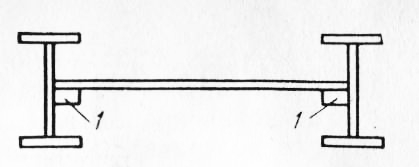
Рис. 3. Фиксация ветвей колонны перед установкой траверсы (I — фиксаторы)
На расставленные на длину верха колонны стеллажи устанавливают боковые упоры и роликовые опоры.
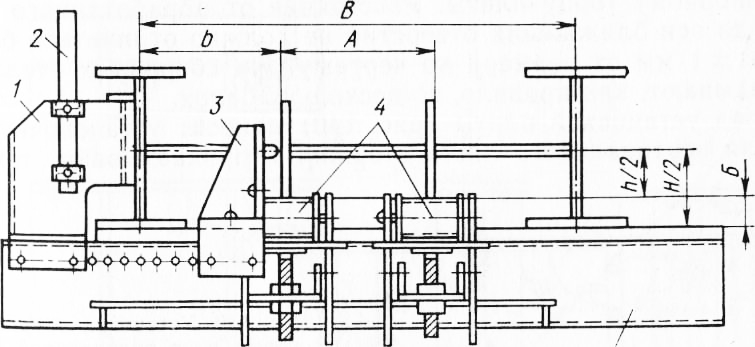
Рис. 4. Стыковка верхушки колонны с низом:
1 — боковые упоры верхушки колонны. 2— фиксатор упора для наметки осевых линий, 3 — боковые упоры низа колонны, 4 — регулируемые по высоте роликовые опоры, 5 — стеллажи кондуктора: В, A, b, h, Н, В — размеры по чертежу
Установив краном верх колонны на роликовые опоры 4, досылают ее до траверсы низа колонны и к боковым упорам. Если в горизонтальных листах верхушки есть прорези, технологическую перемычку в прорезях удаляют газовой резкой и перед заводкой верхушки прогревают конец прорези. Выверив проектное положение верхушки, ее детали прихватывают. Затем устанавливают согласно намеченным осевым линиям плиты подкранового плеча и остальные детали и прихватывают их. Колонны с приваренными опорными плитами собирают в такой же последовательности. Колонны без опорных плит собирают в сборочном кондукторе. Торцы стержней колонн фрезеруют, а опорные плиты строгают. Опорные плиты устанавливают по намеченным осевым линиям после снятия колонны с кондуктора. Опорную плоскость башмака колонны фрезеруют после сварки (если эта операция предусмотрена чертежом). Реклама:Читать далее:Сборка подкрановой балки сплошного сеченияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|