|
|
Категория:
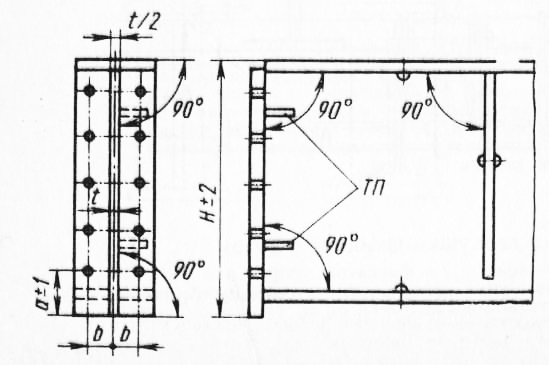
Сборка металлоконструкций Далее: Сборка прямых труб Процесс изготовления подкрановых балок заключается в установке ребер жесткости и торцевых плит на сварные двутавровые стержни, изготовленные на специализированном участке. У сварных стержней перед подачей на оформление должна быть выправлена грибовидность полок и отфрезерованы торцы в размер элемента. На торцевых плитах обычно есть монтажные отверстия, просверленные по кондуктору в цехе обработки. Продольная ось монтажных отверстий должна быть перпендикулярна простроганному опорному торцу плиты. Расстояние от обработанного торца плиты до оси ближайших отверстий не должно отличаться больше чем на ±1 мм от размера по чертежу. На сборочных стеллажах раскладывают, как правило, по нескольку балок. Перед установкой плиты наносят установочную линию для вертикального листа стержня и прихватывают технологические планки. Установочную линию определяют, вычитая из размера b размер, равный половине толщины стенки балки. После этого плиту устанавливают на балку, обеспечив симметричное положение ее относительно торца стенки. Кроме того, выдерживают расстояние от опорного торца плиты до верхней полки, на которую укладывается подкрановый рельс.
Рис. 1. Установка опорных торцевых плит подкрановой балки: ТП технологические планки, о- раз мер от крайнего ряда отверстий опорной плиты до строганой опорной поверхности, I — толщина стенки балки. b — расстояние между отверстиями опорной плиты и осью вертикальной стенки балки. Н — высота балки
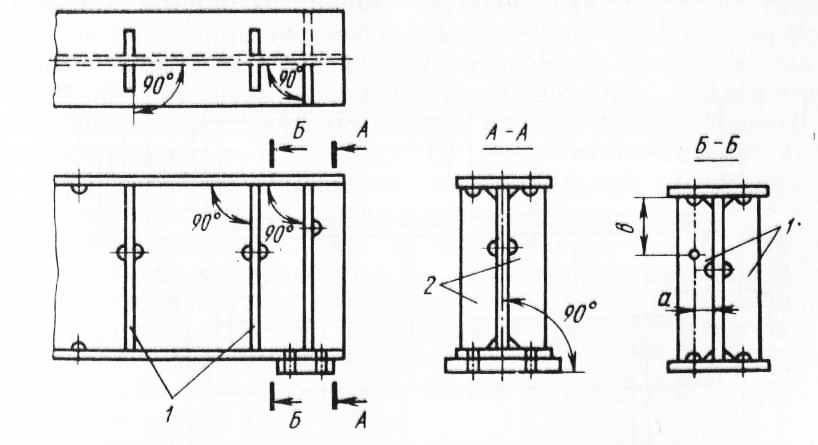
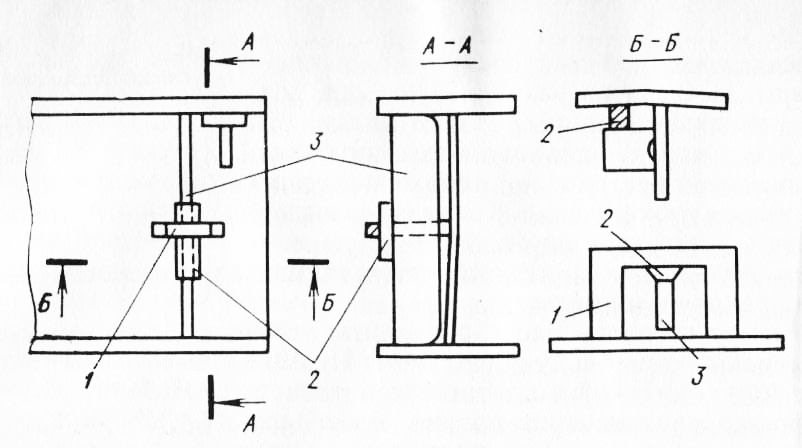
Размер от полки до торца плиты устанавливают по шаблону. Прямой угол между стенкой и плитой обеспечивается фрезерованием торца балки. Благодаря тому что плиту, опирающуюся на стенку двумя коротышами, не приходится во время ее установки поддерживать руками, значительно облегчается труд сборщиков и достигается большая точность в установке плиты. После проверки и доведения всех размеров до проектных, опорные плиты прихватывают, а технологические планки срезают. Ребра жесткости устанавливают по разметке с погрешностью ±5 мм. Они должны располагаться под углом 90° относительно вертикального и горизонтального листов, торцы их подгоняют. Если вертикальная стенка имеет прогиб, ребра жесткости подтягивают с помощью скоб и клиньев. В собранной балке проверяют, зачищены ли заусенцы на всех кромках монтажных отверстий, поставлены ли электроприхваты в достаточном количестве и необходимого качества, выдержаны ли с необходимой точностью важнейшие размеры балки в соответствии с чертежами (длина, расстояние от опорных торцов до верхнего пояса балки, расстояние между группами монтажных отверстий и расстояния от крайних монтажных отверстий в поясах до торца балки).
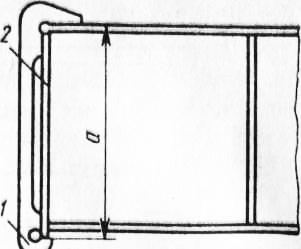
Рис. 2. Установка торцевой плиты подкрановой балки по шаблону:
1 – шаблон, 2 – торцевая плита; а – установочный размер
Рис. 3. Установка ребер жесткости на подкрановой балке:
1 — промежуточные ребра жесткости, 2 — опорные ребра жесткости; о. b — контролируемые размеры
Рис. 4. Установка ребер жесткости при искривлении вертикальной стенки:
1 —скоба, 2 — клин, 3 — ребро жесткости
В тех случаях, когда подкрановая балка опирается на подкрановую консоль не торцами концевых плит, а через горизонтальные опорные плиты на концах балки, при сборке такой балки сборщик, устанавливая крайнее ребро жесткости, кроме прямого угла между верхним горизонтальным листом балки и ребром также выдерживает расстояние от верхней плоскости балки до оси первых отверстий пояса. Отверстия в опорных плитах обычно совмещаются с отверстиями в нижнем горизонтальном листе балки. Собранный элемент должен иметь прямоугольную форму.
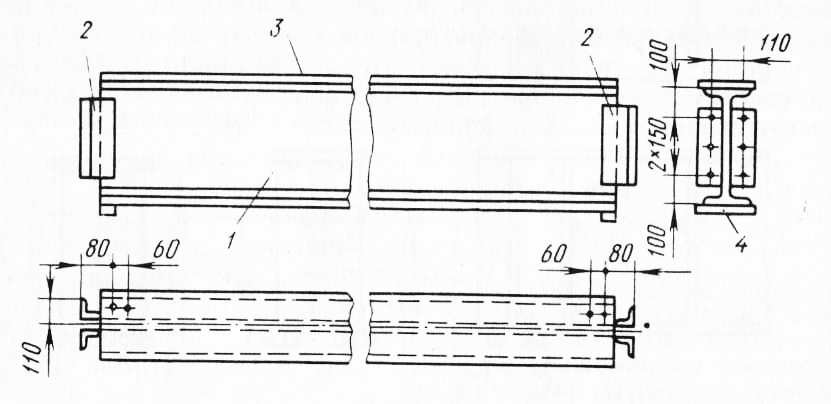
Рис. 5. Подкрановая балка из прокатных профилей:
1 — прокатный двутавр. 2 — торцевой фланец из уголков. 3 — накладной лист. 4 — опорная плита
В конструкциях промышленных зданий применяют также подкрановые балки из прокатных двутавровых профилей, по верхней полке усиленных полосой. Такие балки собирают следующим образом. На прокатном двутавре проектной длины устанавливают торцевые уголки, лист и опорные плиты, определяя их положение разметкой. При большом количестве собираемых балок сборку их целесообразнее производить в кондукторе. Реклама:Читать далее:Сборка прямых трубСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|