|
|
Категория:
Сборка металлоконструкций Далее: Сборка криволинейных труб Прямые цилиндрические трубы — габаритные элементы конструкций, так как они могут быть в частично или полностью законченном виде погружены на железнодорожные платформы. Диаметры таких труб должны быть не более 3250 мм. В зависимости от назначения к изготовлению труб предъявляют различные требования. Трубы, рассчитанные на незначительное внутреннее давление, изготовляемые из листового металла толщиной 6…8 мм, должны иметь плотные швы. Поэтому все сварные швы таких труб на заводе проверяют только на непроницаемость. Трубопроводы со стенками толщиной не более 8 мм, а также все трубы, в которых давление превышает 0,07 МПа, должны иметь плотнопрочные швы. Такие трубы подвергают гидравлическому испытанию под давлением, превышающим рабочее на 25% и более. В зависимости от предназначаемых нагрузок прямые цилиндрические грубы изготовляют без ребер жесткости и с ребрами жесткости. Основные элементы прямой трубы — обечайки, т. е. свальцованные листы цилиндрической формы. Сборку трубы начинают со сборки обечаек, т. е. с соединения продольных кромок встык для образования замкнутых колец. Если обечайки, поданные на сборку, имеют неправильную форму, кромки свальцованного листа не совпадают, т. е. смещаются одна относительно другой. Возможны два вида отклонений от правильной цилиндрической формы: перевальцовка и недовальцовка обечаек. Перевальцовка заключается в том, что одна кромка обечайки располагается по отношению к другой внахлест-ку. Недовальцовка состоит в том, что одна кромка обечайки располагается по отношению к другой с таким зазором, при котором образуется центральный угол а. В том и другом случае при сборке возможны перекосы одной кромки обечайки относительно другой. Чаще всего перевальцовка возникает после снятия обечайки с вальцов и установки ее на горизонтальную плоскость. Под действием массы самой обечайки одна ее кромка смещается относительно другой. Чтобы это смещение п устранить, достаточно поднять краном эту обечайку, захватив, как показано на рис. 147, б. I Кроме того, между кромками обечайки при подъеме образуется зазор. При сборке встык обечаек кромки выравнивают в продольном направлении и выдерживают в стыке зазор, соответствующий толщине листов. На этом сборку обечайки заканчивают и сваривают стыки. Из отдельных обечаек трубы сваривают в такой последовательности. Проверяют размеры деталей и собирают обечайки. Стыкуют обечайки на роликовом стенде или на полу. Стягивают стыки с помощью струбцины и прихваченных стяжных уголков. Прихватку выполняют полуавтоматом или вручную электродами диаметром 4…5 мм.
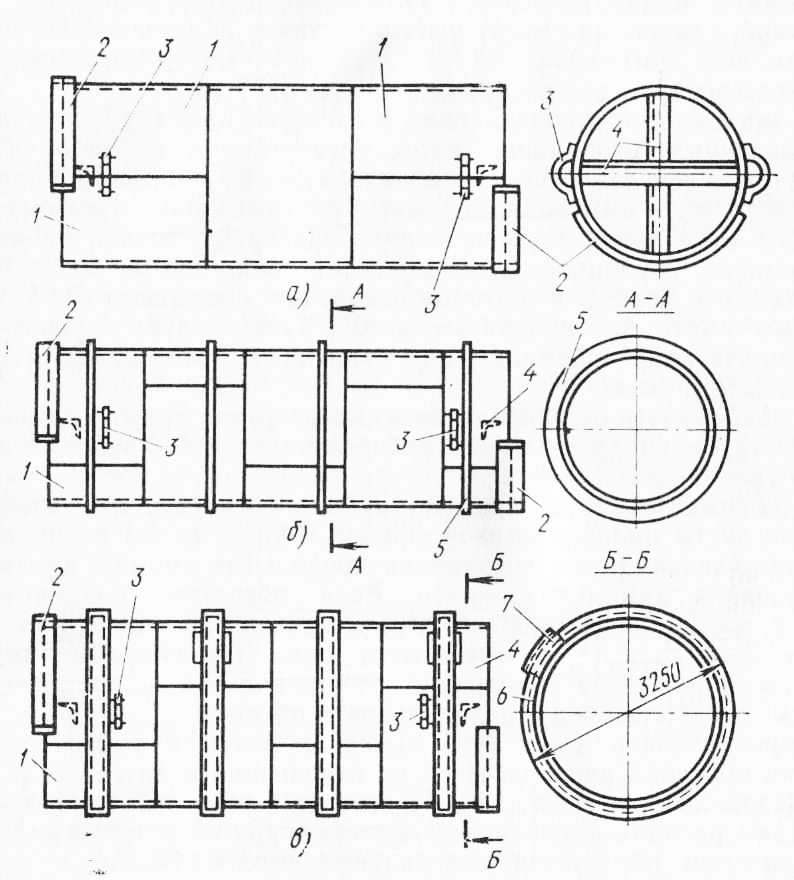
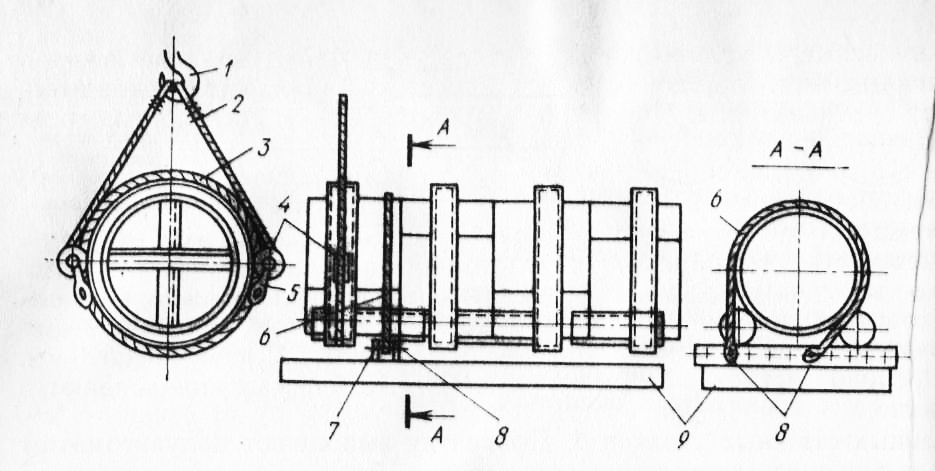
Рис. 1. Элементы прямых труб:
а — без ребер жесткости, б, в — с ребрами жесткости, 1 — обечайки. 2 — монтажное полукольцо-накладка, 3 увязочные скобы для транспортирования. 4 – временная распорка, 5, 6 — ребра жесткости из листа и швеллера. 7 — стыковые накладки
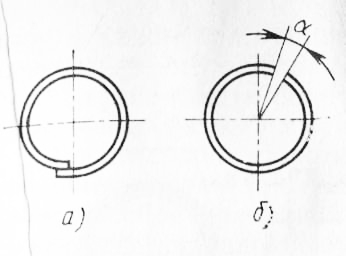
Рис. 2. Дефекты вальцовки обечаек:
а — перевальцовка, б — недовальцовка
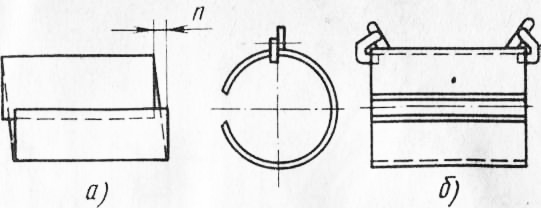
Рис. 3. Исправление перевальцовки обечайки с перекосом кромок (а) при поднятии ее краном (б)
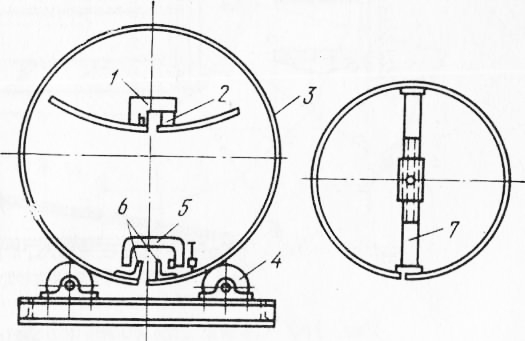
После этого собирают из обечаек трубу, располагая стыки, как указано на чертеже. Стыки обечаек стягивают струбциной, депла-нацию в стыках устраняют с помощью скобы 1 и клина 2. Прихватку при сборке выполняют с внутренней стороны трубы. По торцам трубы прихватывают внутренние распорки 4 (см. рис. 145). При сборке взаимное смещение плоскостей (депланация) в стыке должна быть не более 2 мм; эллиптичность (разность диаметров) трубы в монтажном стыке для труб диаметром меньше 2000 мм — не более 8 мм; диаметром больше 2000 мм — не более 10 мм. Для доводки диаметра трубы применяют домкраты. После этого устанавливают по разметке и прихватывают ребра жесткости. Ребра жесткости из швеллера подтягивают с помощью стяжного приспособления, как показано на рис. 149. Затем устанавливают и приваривают к элементу трубы увязочные скобы; прихватывают внутри трубы, стыковые накладки; маркируют элемент и сдают в отк. При изготовлении габаритных резервуаров Диаметром до 3000 мм и толщиной стенки 4…6 мм применяют метод навора-чивания. Собирать такие резервуары из отдельных листов и обечаек способом, описанным выше, нельзя, так как листы и обечайки в процессе сборки будут деформироваться от собственной массы.
Рис. 4. Сборка обечаек:
1 — скоба, 2 — клин, 3 — обечайки, 4 — роликовый стенд, 5 — струбцина, 6 — стяжные уголки, 7 — распорный домкрат
Рис. 5. Схема подтяжки ребер жесткости прямой трубы:
1 — крюк крана, 2.3,6 — канаты с петлями, 4 — блоки стяжного приспособления, 5 — серьги, 7 — кронштейн для крепления каната, 8 — оси крепления канатов, 9 — рама стенда
Методом наворачивания предварительно собирают и сваривают полотнища, а затем сворачивают их на кольцах жесткости. Сборку полотнища ведут на стенде, имеющем продольные и поперечные балки с упорами, обеспечивающими проект-ые размеры полотнища. Вначале укладывают крайние левые и правые листы по упорам, после чего на них внахлестку накладывают средние листы. Поперечные стыки собирают встык, а продольные — внахлестку на прихватках.
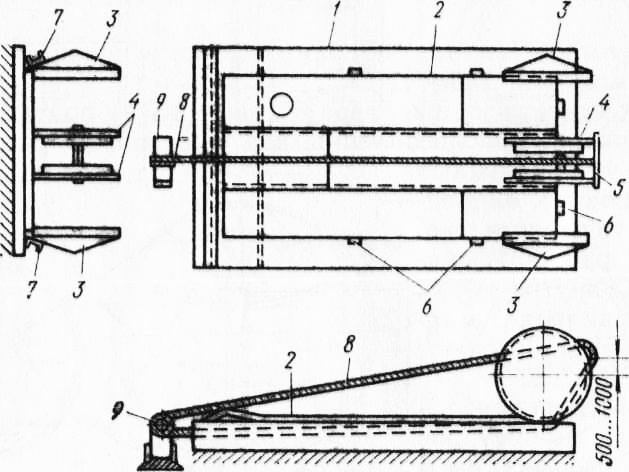
Рис. 6. Стенд для сборки резервуаров методом наворачивания:
1 — балки стенда, 2 — состыкованное полотнище для резервуара. 3 — днище резервуара, 4 — кольцевые ребра жесткости, 5 —распорка, 6, 7 — продольные и боковые упоры, 8 — канат, 9 — электролебедка
После сборки полотнища на него устанавливают днище по боковым упорам и кольцевые ребра жесткости, соединенные между собой временной распоркой. Днище и кольцевые ребра жесткости приваривают к полотнищу на участке 500 мм. С помощью электролебедки с навитым на него канатом, который вторым концом прикреплен к временной распорке, полотнище сворачивают. Полотнище поворачивают участками длиной 500…600 мм. После остановки лебедки ребра жесткости и днище приваривают к полотнищу, повторяя это до тех пор, пока не будет свернуто все полотнище. Реклама:Читать далее:Сборка криволинейных трубСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|