|
|
Категория:
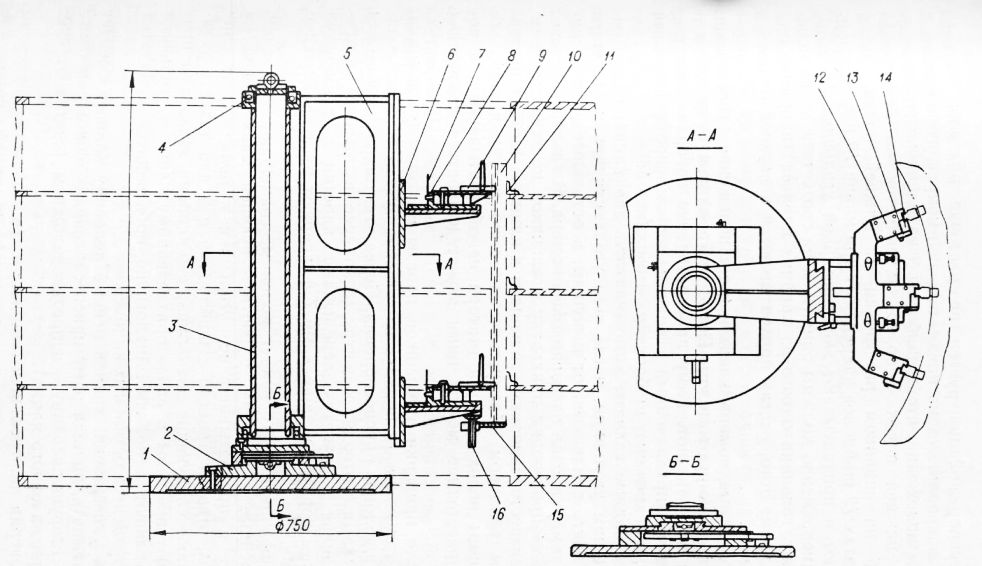
Крупные электрические машины Далее: Сборка сердечника Расстановка (разгонка) клиньев-ребер в статорах первого типа. Разгонка клиньев может осуществляться несколькими способами. Наиболее широко распространен способ разгонки клиньев непосредственно при сборке сердечника, ибо он не требует специальных приспособлений. В статорах крупногабаритных машин находит применение способ разгонки клиньев по специальным шаблонам, подробно описанный в части второй — «Гидрогенераторы». Разгонка клиньев непосредственно при сборке сердечника производится следующим образом. Статор устанавливают на сборочной плите на домкратах так, чтобы ось его заняла вертикальное положение, правильность которого проверяется по угольнику или отвесу. В центре статора размещают центрирующую колонку, от которой штихмассом производят все контрольные измерения. Предварительно сама колонка центруется по расточке в полках статора. На нижнюю полку укладывают первый пакет листов и измеряют расстояния от него до колонки в нескольких точках по окружности. При необходимости пакет листов подколачивают к центру или от центра. Затем в пазы для обмотки устанавливают сборочные калибры, а в пазы «ласточкин хвост» — клинья-ребра, к которым предварительно по месту приварены угольники. Клинья до установки (после приварки угдльников) должны быть тщательно отрихтованы. Установив клинья на заданном расстоянии от центра, фиксируют их положение струбцинами и прихватывают электросваркой нижний угольник к полке. Затем приступают к сборке следующих пакетов сердечника, все время проверяя его внутренний диаметр. По мере необходимости положение клиньев в радиальном направлении регулируют, забивая вспомогательные клинья между клиньями-ребрами и упорными планками, временно прихваченными электросваркой к средней полке. Когда высота собираемого сердечника достигнет примерно половины расстояния до средней полки, прихватывают к полке второй ряд угольников и окончательно приваривают к нижней полке первый ряд угольников. Аналогично осуществляется окончательная приварка второго и третьего рядов угольников, когда сердечник будет собран до половины расстояния между второй и верхней полками. Описанный способ разгонки клиньев требует высокой квалификации сборщиков и много времени на измерения и регулировку положения клиньев, не обеспечивая все же высокого качества сборки сердечников. НИИТМАШ совместно с заводом «Электросила» сконструировано специальное приспособление, позволяющее производить разгонку и приварку клиньев до сборки сердечника. Это приспособление состоит из центральной колонны, вокруг которой на шарикоподшипниках вращается рама. Колонна прикреплена к крестообразному суппорту, в свою очередь закрепленному на основании. На направляющей «ласточкин хвост» рамы устанавливаются два базовых угольника, по которым перемещаются каретки со сменными шаблонами, предназначенными для жесткой фиксации взаимного положения трех клиньев-ребер. К нижнему угольнику прикреплена цилиндрическая направляющая, а на ней в требуемом положении закрепляется упор. Закрепление клиньев в захватах шаблонов производится ползунами, которые перемещаются при помощи торцевых эксцентриков. При открытых защелках шаблоны вместе с кареткой могут быть смещены к центру колонны, что необходимо для установки в захваты шаблонов клиньев с приваренными угольниками. Разгонка клиньев с помощью описанного приспособления должна осуществляться в следующем порядке. Приспособление устанавливается на сборочную плиту примерно в центре статора, и колонна посредством крестообразного суппорта центруется по расточке в полках. Угольники закрепляются на призматической направляющей рамы в таком положении, чтобы шаблоны находились против верхней и нижней полок. Упор закрепляется на направляющей на заданном расстоянии от нижней полки. Затем в захватах шаблонов закрепляют три клина и к ним приставляют и прихватывают электросваркой угольники, которые одновременно должны опираться на соответствующие полки статора. Угольники одного из крайних клиньев (например, левого), кроме того, слегка прихватываются к верхней и нижней полкам.
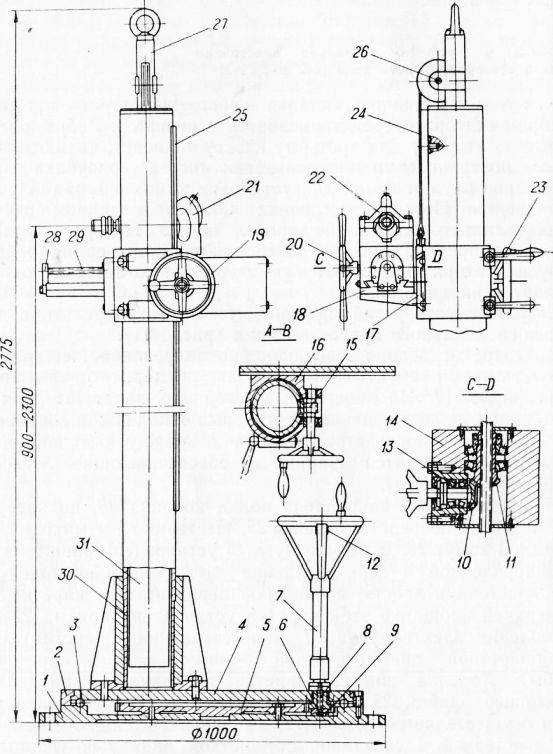
Рис. 1. Приспособление для разгонки и приварки клиньев. Порядковые номера клиньев и их положение относительно корпуса маркируют мелом. После этого клинья открепляют и два из них снимают. Раму приспособления поворачивают так, чтобы клин, прихваченный к полкам, вошел в крайний правый захват, и закрепляют шаблоны на этом клине. В свободные захваты устанавливают два клина, прихватывают к ним угольники, после чего угольники крайнего левого клина опять прихватывают к полкам, а остальные клинья снимают, замаркировав их порядковые номера. В такой последовательности производят прихватку угольников ко всем клиньям. Произвести приварку угольников к клиньям заранее по чертежным размером (без установки их по месту) нельзя, так как торцы полок корпуса статора не обрабатываются, и поэтому расстояние между ними может колебаться в широких пределах. После приварки угольников производят рихтовку клиньев. Затем три клина (в порядке их номеров) устанавливают в захваты шаблонов приспособления. Перед этим шаблоны вместе с каретками 8 отводят к центру (в крайнее положение). Закрепив клинья в захватах, перемещают каретки с шаблонами к полкам корпуса и защелками фиксируют их в крайнем положении. Поворачивая раму вокруг колонны, совмещают угольники, приваренные к клиньям, с соответствующей маркировкой на корпусе и прихватывают все угольники к полкам. Открепив захваты, отводят каретки с шаблонами и в два захвата устанавливают следующие два клина; свободными захватами прикрепляют шаблоны к ранее прихваченному клину и угольники прихватывают к полкам. Аналогично производится прихватка угольников всех остальных клиньев. Для уменьшения ошибки в шаге половину клиньев следует прихватывать, вращая раму приспособления в одном направлении, а вторую половину — в противоположном (считая от первого прихваченного клина). Проверив контрольным шаблоном (в точности повторяющим размеры сегмента сердечника) взаимное положение гтиньев, приступают к окончательной приварке угольников К полкам корпуса статора. Во избежание смещения клиньев и приварке- угольников целесообразно их закреплять в захватах шаблонов. Установка и крепление клиньев «ласточкин хвост» в статорах второго типа. Как уже отмечалось, клинья «ласточкин хвост» крепятся к ребрам статора посредством винтов и штифтов. Ребра, расточенные по второму или третьему классу точности, являются базовыми поверхностями для центровки листов сердечника и одновременно служат базой для установки клиньев в радиальном направлении. Поэтому установка клиньев в данном случае осуществляется значительно проще, чем в статорах первого типа. Для предварительного навешивания клиньев на ребрах корпуса статора размечаются и сверлятся отверстия только верхнего и нижнего рядов. Сверление отверстий производится электродрелью с помощью специального приспособления. В центре основания неподвижно закреплена шестерня, вокруг которой обкатывается малая шестерня, связанная с платформой. На хвостовик шестерни надет штурвал, приводящий ее во вращение. Платформа подвижно соединена с основанием посредством кольца. Между основанием и платформой находятся шарики, обеспечивающие легкость вращения платформы. На платформе закреплена полая колонна, по которой перемещается посредством рейки, шестерни и маховика разрезной хомут. В пазу хомута установлен кронштейн с прикрепленной к горизонтальной полке направляющей типа «ласточкин хвост», по которой передвигается каретка. На верхней площадке этой каретки установлена призма для закрепления электродрели (при сверлении отверстий) или резьбонарезной пневматической машинки (при нарезании резьбы). Ходовой винт каретки неподвижно прикреплен с помощью планок к направляющей. Перемещение каретки осуществляется гайкой, выполненной заодно с конической шестерней и связанной с кареткой радиально-упорными роликоподшипниками. Гайка приводится во вращение конической шестерней, установленной на роликоподшипниках в спеЧиальном стакане; на конец вала шестерни насажен ШтУрвал. Перемещающаяся в вертикальной плоскости часть приспособления уравновешивается грузом, расположенным внутри колонны и связанным с хомутом тросом, перекинутым через блок. Блок установлен на оси в стойке . Хомут закрепляется в требуемом положении двумя зажимами.
Рис. 2. Приспособление для сверления отверстий в ребрах корпуса статора. Смещение колонны 30 от оси вращения позволяет рабочему удобно разместиться внутри корпуса статора даже при малом диаметре расточки ребер. Он обслуживает органы управления приспособлением, находясь все время на платформе, и перемещается вместе с нею при вращении штурвала. Платформа после поворота на необходимый угол фиксируется стопорным механизмом, состоящим из упорной шайбы, винта и маховика , следующим образом: удерживая штурвал, вращают маховик, при этом винт, ввинчиваясь в шестерню, перемещает шайбу до упора в основание.
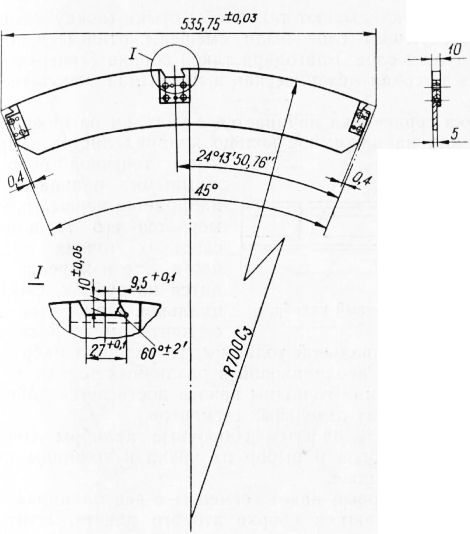
Рис. 3. Шаблон для контроля расположения клиньев по шагу. На этом же приспособлении, заменив электродрель резьбонарезной машинкой, можно нарезать резьбу в отверстиях. Закрепив каждый клин винтами у верхнего и нижнего концов, проверяют взаимное расположение клиньев по шагу с помощью шаблона, показанного на рис. 3. При правильной установке клиньев шаблон должен свободно надеваться на три любых клина и легко перемещаться вдоль них. Разогнав по шаблону все клинья, их окончательно закрепляют винтами верхнего и нижнего рядов. Посредством приспособления сверлят отверстия в ребрах по отверстиям в клиньях и нарезают в них резьбу, не снимая клиньев. Завернув в нарезанные отверстия винты, еще раз проверяют правильность установки клиньев по шагу шаблоном. После этого сверлят и разворачивают отверстия, в которые забивают штифты. Реклама:Читать далее:Сборка сердечникаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|