|
|
Категория:
Сборка металлоконструкций Далее: Цех обработки деталей Сборочный инструмент. Сборочный инструмент служит для подготовки деталей к сборке, установки их в проектное положение и удержания деталей во время наложения прихваток. Применяются следующие ручные инструменты. Скребок изготовляют из стали У7, У8, рабочую поверхность подвергают закалке и остро затачивают. Скребки служат для снятия заусенцев, образовавшихся в результате обрезки кромок или сверления отверстий в деталях, для соскабливания с поверхности металла ржавчины, окалины и грязи. Ломики представляют собой стальной стержень длиной 1300… …1500 мм, диаметром 25…30 мм. Один конец ломика оттянут на конус, второй обработан в виде лопатки и загнут под углом 135°. Ломиком сдвигают, подтягивают, подгоняют сопрягаемые элементы при сборке. Молотки насаживают на рукоятку из дерева твердой и вязкой породы. Длина рукоятки 250.. .300 мм. Для прочного закрепления молотка на рукоятке конец ее расклинивают железной вставкой (клином). Применяют молотки массой от 750 г до 2 кг. Кувалды закрепляют на рукоятке так же, как и молотки. Длина рукоятки 450.. .600 мм. Масса кувалды 3…16 кг. Ударами кувалды подгоняют и правят детали в процессе сборки. Чтобы не поранить руки, рукоятку кувалды и молотка делают полированной. Гаечные ключи применяют для завинчивания гаек. Конусообразной рукояткой ключей пользуются как ломиком. Сборочные приспособления. При установке деталей в проектное положение применяют сборочные приспособления. С помощью этих приспособлений детали крепят между собой перед наложением прихваток, скрепляют для последующей электросварки их без наложения прихваток, доводят до проектного положения, устраняют смещения и фиксируют в проектном положении. Сборочные приспособления разделяют на инвентарные универсального типа, пригодные для сборки разнообразных конструкций, и специальные индивидуального назначения, которые служат для сборки отдельных конструкций.
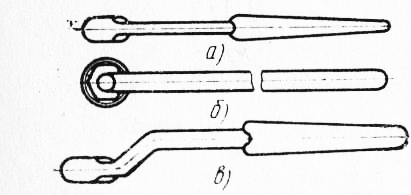
Рис. 1. Гаечные ключи:
а — прямой, б — изогнутый, в — накладной
К инвентарным сборочным приспособлениям относятся прижимные, стяжные и распорные приспособления. Стальные струбцины служат для стягивания и временного закрепления между собой деталей. Один конец скобы струбцины имеет пятку с канавками, простроганными во взаимно перпендикулярных направлениях, что увеличивает сцепление струбцины с изделием. Второй конец скобы поддерживает круглую гайку, имеющую ленточную нарезку. В гайку ввернут винт. На конце винта, обращенного внутрь скобы, закреплена вращающаяся пятка, рабочая плоскость которой также имеет простроганные канавки. На другом конце винта свободно вставляется стержень.
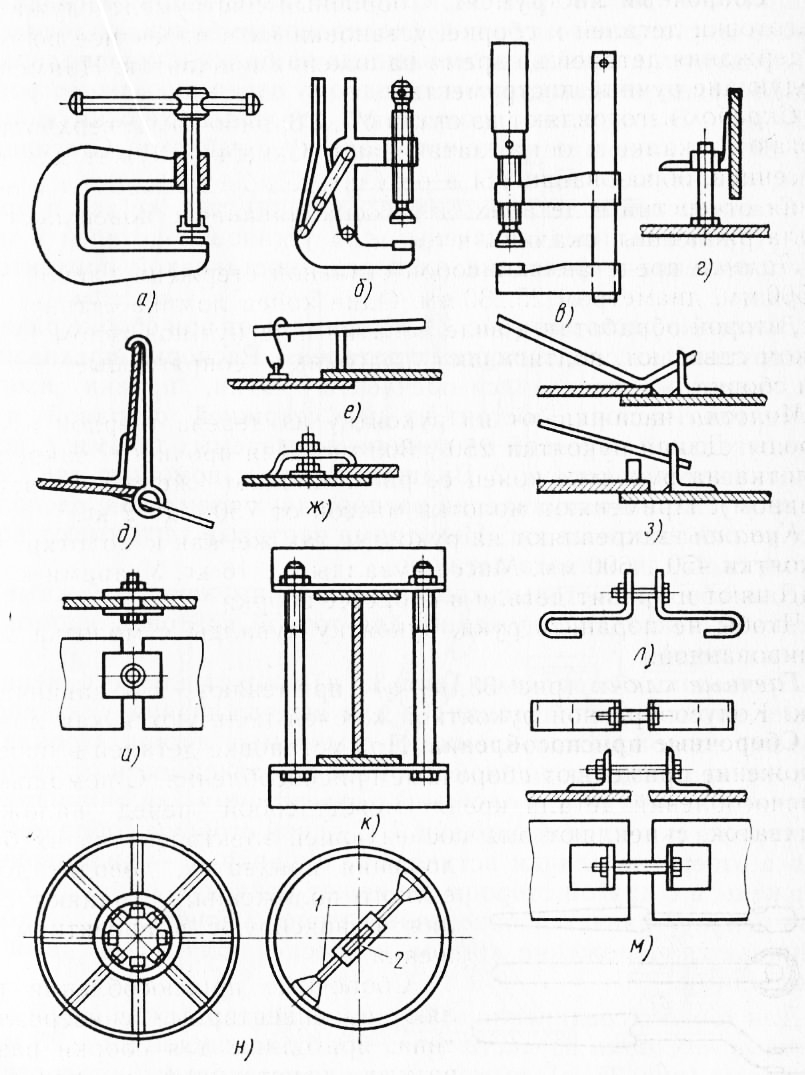
Рис. 2. Инвентарные сборочные приспособления:
Прижимные устройства с набором клиньев, прокладок и рычагов служат для установки в проектное положение и поджатия сборочных деталей различных конструкций. Винтовые рамки предназначены для стягивания элементов двутаврового сечения (подкрановые балки, колонны, ригели). В двух траверсах, изготовленных из балки или швеллера № 12 или № 14, на концах сверлят по одному отверстию диаметром 24… .. .30 мм. В отверстия пропускают стальные стержни диаметром 22.. .28 мм, имеющие на концах нарезку с гайками. Стягивают детали, навинчивая гайки. Стяжные приспособления, так же как и прижимные устройства, предназначены для установки деталей в проектное положение и фиксации их перед постановкой прихваток или сварки. Винтовые распорки применяют при сборке различных конструкций из свальцованных деталей. Распорки предназначены для уничтожения эллипса обечаек и вмятин, правки изогнутых элементов. Распорка состоит из двух стержней с правой и левой прямоугольной нарезкой на концах, называемых тягами, которые ввинчиваются в корпус. Вращая корпус с помощью тяг, можно создать усилие в направлении распора двух элементов, расположенных по оси винтовых тяг. Некоторые винтовые тяги имеют концы в форме скоб для захвата деталей. Для сборки листовых конструкций применяют стяжные прокладки и накладки, служащие для точной пригонки кромок собираемых листов. Прокладки с оправками служат для устранения смещения кромок (деплантации) и для выдерживания указанного на чертеже зазора между кромками стыкуемых листов. Прокладка состоит из планки толщиной 2.. .4 мм (в зависимости от требуемой величины зазора между листами) с отверстиями для цилиндрического стержня и конусной оправки. С одной стороны собираемых листов в отверстие планки вставляют оправку — цилиндрический стержень, а с другой стороны забивают конусную оправку, благодаря чему устраняется поперечный сдвиг соединяемых листов, выравнивается положение кромок и обеспечивается заданный зазор между ними. Для точного соединения собираемых листов между собой служат стяжные накладки из листа толщиной 20. . .25 мм или швеллеры, имеющие два прямоугольных отверстия размерами 50X100 мм, расположенные на расстоянии 300 мм одно от ( другого. С обеих сторон отверстий приварены упорные бруски из квадратной стали 30X30 мм. На собираемых листах по разметке наваривают сборочные квадратные шайбы с центральным отверстием диаметром 26.. .30 мм. Закрепление накладки на стыке собираемых листов достигается постановкой оправок в отверстия шайб. Затем, забивая конусные оправки между шайбами и упорными брусками, выравнивают положение листов и перемещают их в ту или иную сторону для обеспечения проектного положения листов и необходимого зазора между их кромками. Местное выравнивание поверхностей сопрягаемых листов выполняют обрезанным на клин уголком, забиваемым в приваренный вблизи к кромке коротыш из уголка — клиновое приспособление.
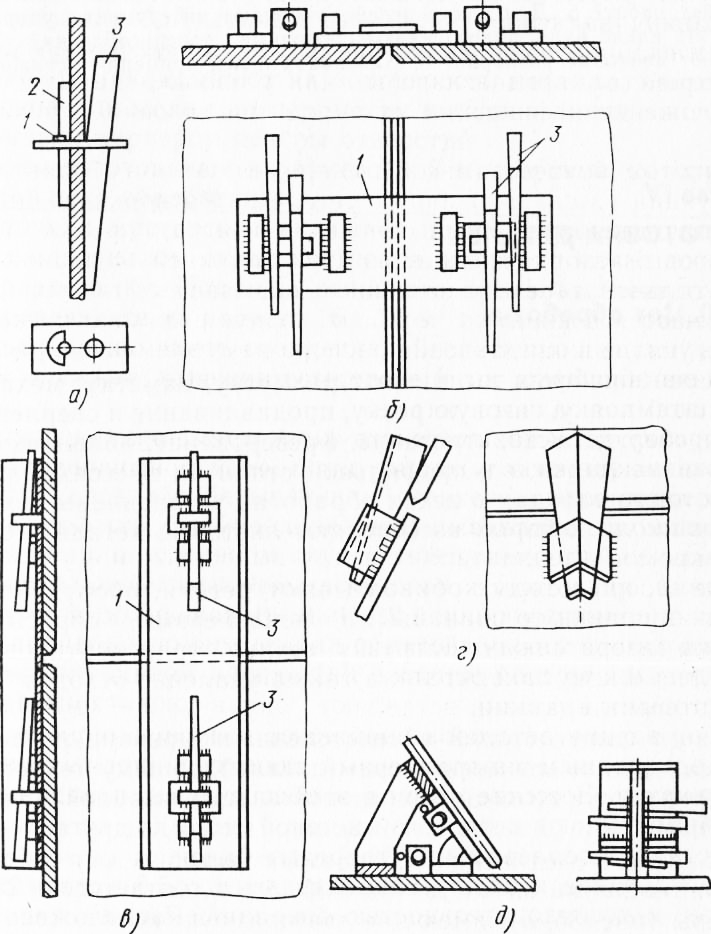
Рис. 3. Инвентарные приспособления для сборки листовых конструкций:
а — прокладки с оправками, б — стяжные листовые накладки, в — то же, из швеллеров, г —клиновые приспособления, д — приспособления для сборки деталей под углом; 1 — прокладки. 2,3 — оправки
При сборке изогнутых листов под углом в местах резкого изменения поперечного сечения конструкций применяют гнутые накладки (рис. 3, д). Совместное пользование стяжными накладками и прокладками дает возможность быстро и точно выполнить сборку листовых конструкций. Реклама:Читать далее:Цех обработки деталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|