|
|
Категория:
Столярные работы Далее: Ручное долбление Шипорезные станки подразделяются на односторонние и двухсторонние. Наибольшее распространение получили односторонние шипорезные станки. Они имеют шесть рабочих шпинделей и каретку для подачи заготовок вручную. Режущим инструментом одностороннего шипорезного станка является дисковая пила диаметром 400 мм, две шипорезные головки диаметром 200 мм, две подсечные квадратные головки, на которых могут быть установлены любые фасонные ножи в зависимости от формы подсечки шипа, и проушечная фреза диаметром 350 мм, толщина которой зависит от толщины выбираемой проушины. Во избежание сколов для оторцовки рекомендуется применять не обычную плоскую пилу с крупным шагом зубьев, а строгальную с мелкими зубьями для поперечной распиловки. Устанавливать пилу на шпинделе следует так, чтобы при работе станка усилие резания было направлено вниз. Односторонний рамный шипорезный станок Ш06 применяют для изготовления рамных шипов на концах брусков или щитов. К основным частям шипорезного станка относятся станина, механизм резания и механизм подачи. Механизм резания состоит из торцовой пилы, двух горизонтальных ножевых головок для образования шипа, двух вертикальных фрезерных головок для просечки заплечиков и прорезного диска для выборки проушин. Механизм подачи состоит из каретки с приспособлениями для закрепления обрабатываемой детали, которую передвигают вручную по направляющим станка к режущим инструментам. Материал крепится быстродействующим зажимом. Управление станком кнопочное. Максимальные размеры обрабатываемых заготовок: толщина 150 мм, ширина 400 мм, длина шипа 200 мм, высота заплечика 50 мм размеры проушины: глубина 8,10 мм, ширина 14 мм; вес станка 1800 кг.
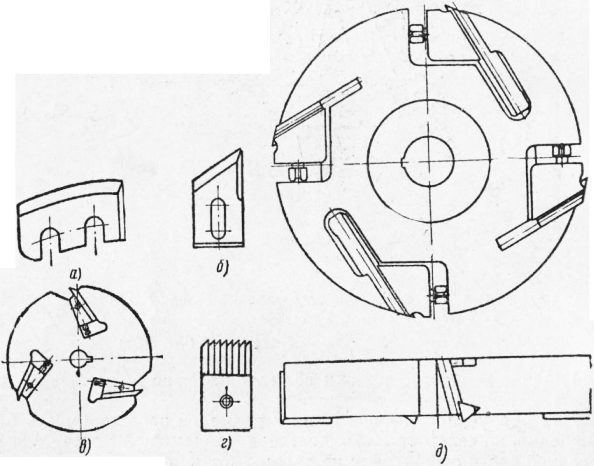
Рис. 1. Режущий инструмент шипорезных станков:
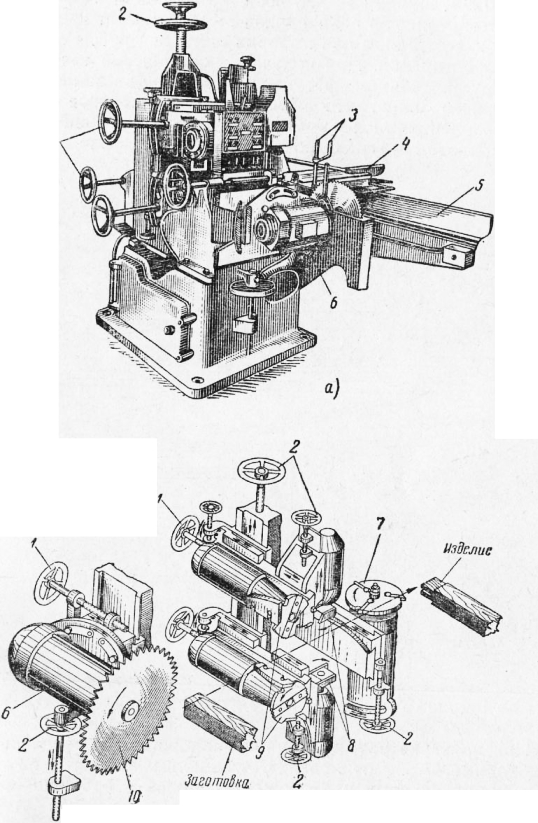
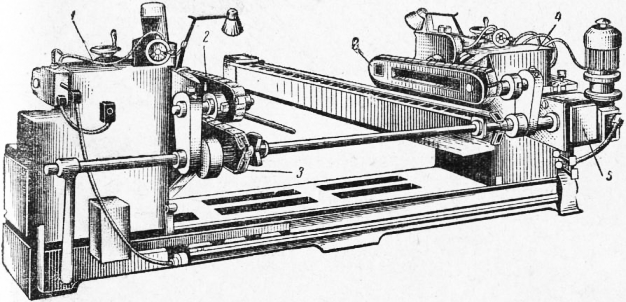
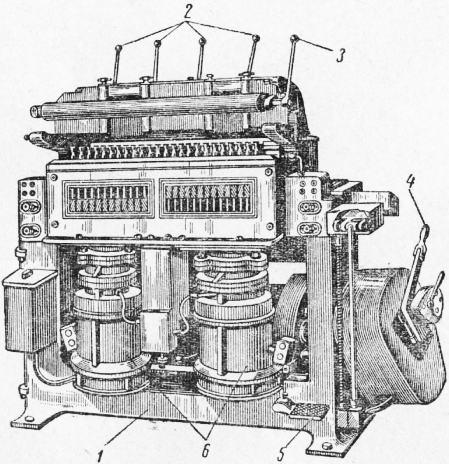
Рис. 2. Односторонний шипорезный станок Ш06: На этом станке за один проход вырабатывают шип только на одном конце детали, а для выборки шипа на другом ее конце делают второй проход. Для получения совершенно точных размеров между заплечиками устанавливают упор но заплечику готового первого шипа, что обеспечивает одинаковое расстояние между заплечиками всех брусков. Зашиповку узких брусков можно производить сразу по нескольку штук, укладывая их рядом по ширине так, чтобы общая ширина закладки составляла не более 300 мм.
Рис. 3. Конструкция станка ШОЮА-1: При проверке размеров шипа и проушины пробной деталью необходимо, чтобы отклонения от заданных размеров по толщине и параллельному расположению шипов и проушин по отношению к базовой поверхности бруска не превышали 0,1 мм на длине 100 мм. Шипорезный односторонний станок с конвейерной подачей 1ИОЮА-1 состоит из станины, несущей четыре режущие головки: пильную с круглой дисковой пилой для точного торцевания детали, проушечную с диском для обработки проушины и две шипорезные с торцовыми фрезами для обработки заплечиков шипа. Настройка головок производится ходовыми винтами, которые вращаются специальной рукояткой. Для облегчения установки винты имеют лимбы с делениями. Торцовые шипорезные головки обеспечивают повышенную точность и чистоту обработки шипа. Закрыты шипорезные головки специальными ограждениями, оборудованными эксгаустерными приемниками. На станине сбоку укреплены два конвейера, цепи которых имеют специальные упоры для фиксации деталей. Прижимаются детали к направляющим при помощи клинового ремня, расположенного над конвейером. Станок имеет местное освещение и кнопочное управление. Приводится станок в действие пятью электродвигателями. Станок ШОЮА-1 предназначен для односторонней зарезки рамных шипов и выборки проушин при изготовлении рамных и каркасных конструкций. Наибольшая длина шипа 100 мм, наименьшая толщина 5 мм, наибольшее сечение обрабатываемого бруска 200X75 мм, наибольшая высота заплечика 50 мм, наибольшая глубина проушины 100 мм, толщина 8, 10, 14 мм, вес станка 1600 кг. На станке можно обрабатывать детали с точностью до 0,1 мм на длине 100 мм, что позволяет получить допуски и посадки, соответствующие ГОСТ. Благодаря торцовым фрезам для нарезания шипа можно обойтись без специальных подсечных головок, это значительно упрощает эксплуатацию станка и в то же время повышает качество обработанных поверхностей. Рекомендуется станок для широкого применения на столярно-строительных и мебельных предприятиях в качестве самостоятельно работающего станка или же для включения в поточную линию. В отличие от станка ШОб с ручной подачей станок ШОЮА-1 оборудован конвейерным механизмом, обеспечивающим непрерывную подачу заготовок со скоростью в пределах от 2 до 9,5 м/мин. Производительность такого станка приближается к производительности двухсторонних шипорезов с конвейерной подачей. Двухсторонний шипорезный станок ШД12 одновременно вырабатывает рамные шипы на обоих концах брусков или щитков. Производительность его в несколько раз выше производительности одностороннего станка ШОб, обработка на нем отличается высокой точностью. Одна часть шипореза подвижная. Она может быть удалена от неподвижной части в зависимости от длины заготовок’. Наибольшая длина изготовляемого шипа 200 мм. Станок имеет 12 рабочих головок — по шесть с каждой стороны обрабатываемой заготовки. Обрабатываемый материал кладут на конвейер поперек обеих его цепей, вплотную к упору. Сверху материал плотно прижимается к подающим цепям конвейерным прижимом, который придает ему направление при обработке. Заготовка удерживается при обработке двумя верхними гусеничными прижимами с резиновыми башмаками. Пуск и остановка электродвигателей производится посредством магнитных пускателей.
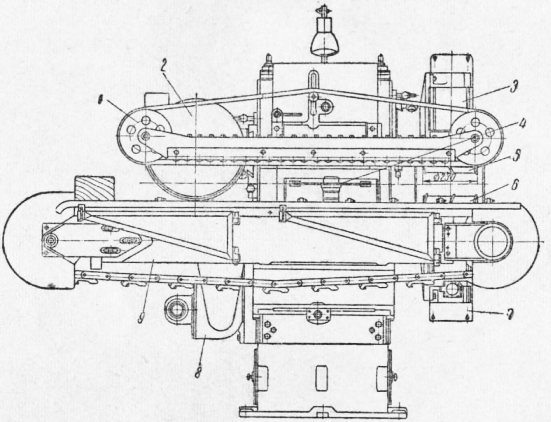
Рис. 4. Двухсторонний шипорезный станок ШД12: Зажатые бруски продвигаются мимо двенадцати рабочих головок, которые последовательно выполняют все операции, необходимые для образования шипа. Механизм конвейера подачи состоит из ведущего вала, цепей, направляющих и прижимных балок. Механизм установки станка по ширине приводится в действие отдельными электродвигателями. При наличии на станке выступающих далеко вперед подающих цепей на нем можно торцевать щиты, отбирать на кромках гребни, шпунты и различные пазы посередине щита. Управление станком кнопочное.
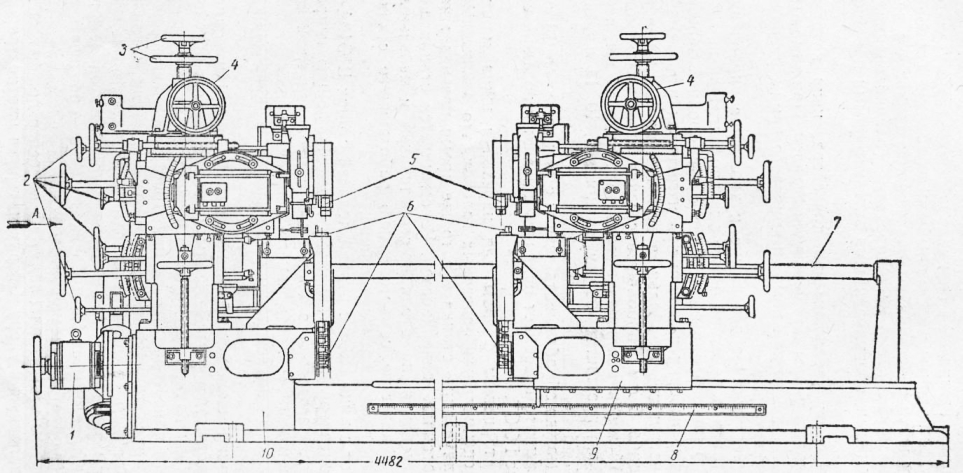
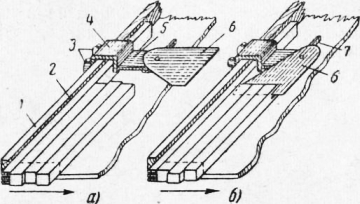
Рис. 5. Шипорезный станок ШД10 (111Д15): Между работой электродвигателя подачи и режущими инструментами имеется точная увязка, поэтому в случае остановки какого-либо режущего инструмента автоматически выключается и подача. Двухсторонние шипорезные станки ШД10 и ШД15 изготовлены на базе станков ШОЮ и Ш015 и имеют по восемь шпинделей. Они являются более легкими и компактными, чем станок ШД12, и применяются в основном для обработки брусков малого сечения. При производстве шипорезных работ в небольшом объеме можно пользоваться фрезерным станком с шипорезной кареткой. В этом случае режущим инструментом служит дисковая фреза диаметром 250 мм или пила, косо установленная на специальном патроне. Ограничитель конструкции Б. К. Нечунаева, применяемый на шипорезном и фрезерном станках, позволяет зарезать шипы и проушины без предварительной разметки. Уточнение заданного размера (в пределах 1 — 10 мм) производится при помощи винта, снабженного откидной рукояткой. Ограничитель позволяет обрабатывать детали пачками. Бруски каждой закладки зарезают с обоих концов, не снимая с каретки, первые концы подают, не упирая в подвижную планку ограничителя, вторые концы упирают в повернутую подвижную планку.
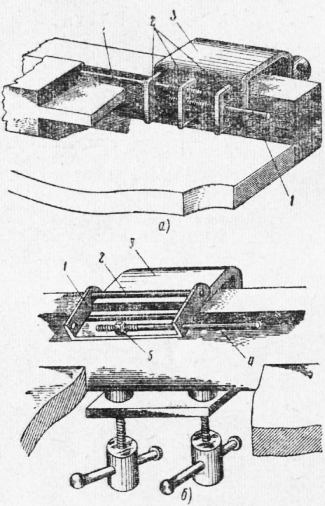
Рис. 6. Выработка шипов и проушин без разметки с ограничителем конструкции Б. К. Нечунаева: Для выборки гнезд в деталях без разметки применяют неподвижный и откидной ограничители конструкции Б. К. Нечунаева. Применяя неподвижный ограничитель, можно, не снимая бруска с каретки, выбирать только два гнезда одинаковой длины. При необходимости выбрать большее число гнезд неподвижные ограничители дополняют откидными ограничителями. Неподвижные и откидные ограничители крепят струбциной к направляющей линейке удлиненной каретки. Шипорезно-ящичные станки бывают двух видов: для выборки прямых ящичных шипов и шипов «ласточкин хвост». Шипорезно-ящичный станок с автоподачей ШПА40 для выборки прямых ящичных шипов показан на рис. 8. Рабочий вал с ножевой головкой получает движение от индивидуального электродвигателя через клиноременную передачу. Станок оборудован подъемным столом, приводимым в движение от гидропривода. Уложенная на рабочий стол пачка деталей подается автоматически гидравлическими прижимами, которые включаются одновременно с подъемом стола. Вал сверху покрыт колпаком, нижняя кромка которого служит стружколомателем. Ширина обрабатываемого материала до 40 мм, толщина пачки заготовок до 120 мм, ширина шипа и проушины 8, 12 и 20 мм, глубина паза до 50 мм. Скорость подачи 4 м/мин. Вес станка 1000 кг. Для выборки полупотайных шипов «ласточкин хвост» применяется шипорезный станок ШЛХ. Размеры обрабатываемых на нем заготовок: толщина 20—32 мм, ширина 635 мм, шаг шипа 25,8 мм, вес станка 1200 кг. Станок имеет на одном блоке 24 рабочих шпинделя. Для получения шипов нужного размера шпиндели перемещаются в горизонтальном направлении. На шпинделе крепят фрезы, соответствующие размерам и форме шипов. Ф’резы бывают шиповые и проушеч-ные. Щитки укладывают в каретке попарно, располагая их перпендикулярно друг другу. Лицевые стороны щитков обращают внутрь образуемого ими прямого угла и зажимают. Подача материала производится при помощи специального стола, совершающего криволинейное движение для округления шипов. Станок обрабатывает за один ход стола две доски (среднюю и боковую стенки ящика) на целое шиповое соединение, режущим инструментом служат концевые фрезы.
Рис. 7. Приспособление Б. К. Не-чунаева для выборки гнезд без разметки:
Рис. 8. Шипорезно-ящичный станок с автоподачей ШПА40:
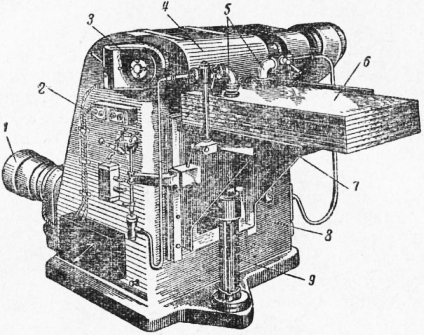
Рис. 9. Шипорезный станок ШЛХ для выборки полупотайного шипа «ласточкин хвост»: Привод шпинделей осуществляется от двух электродвигателей. Для механизма подачи имеется отдельный двухсторонний электродвигатель. После выборки шипа и вывода режущего инструмента подача стола автоматически выключается. В последнее время сконструирован шипорезный станок ШЛХ-2 для ящичного шипа «ласточкин хвост». Эта модель имеет пневматические зажимы. Скорость движения 5600 м/мин, мощность 4,5 кет, вес станка 1,08 т. Для зарезки сквозных шипов «ласточкин хвост» служит шипорезный станок ШЛХД. Его используют в цехах, где изготовляются упаковочные ящики. Станок новой модели ШЛХД-2 предназначен для зарезки сквозных шипов «ласточкин хвост» в дощечках и щитках для ящиков. При работе на шипорезных станках подающие устройства как ручные, так и механизированные, должны иметь надежно действующие приспособления для закрепления обрабатываемого материала и предотвращения отбрасывания его режущим инструментом. На каретке для подачи материала должно быть установлено ограждение, предотвращающее возможность соприкосновения рук станочника с режущим инструментом. Двухсторонние шипорезные станки должны быть снабжены автоматическими сбрасывателями или наклонными плоскостями, принимающими обработанные заготовки с конвейера. На неподвижной части двухстороннего шипорезного станка перед торцовой пилой обязательно устанавливается щиток (упор), по которому регулируется положение подаваемых в станок деталей относительно режущих инструментов. При работе на шипорезных станках «ласточкин хвост» прижимы должны плотно, по всей ширине, закреплять обрабатываемую деталь в рабочем положении. Подающий суппорт станка должен передвигаться плавно при помощи механизма подачи. Механизм, передающий движение к фрезам (шкив электродвигателя, конические шестерни, фрезерные шпиндели), должен быть заключен в герметический корпус, препятствующий попаданию в механизм посторонних предметов и выбрасыванию из него масла. Для затачивания деревообрабатывающего инструмента — сборных и цельных насадных и концевых фрез, сверл, режущих Цепочек, шипорезных ножевых головок и др. — имеется универсально-заточный станок ЗА64. При затачивании дереворежущего инструмента применяются специальные приспособления. Станок состоит из станины, суппорта, включающего нижние и верхние салазки с поворотным столом и установленную на колонке подъемного механизма шлифовальную головку. Для установки фланцев с шлифовальными кругами шпиндель Шлифовальной головки имеет на обоих концах конусные шейки. Привод шпинделя осуществляется от электродвигателя, укрепленного на кронштейне, через ременную передачу. Поперечное перемещение суппорта производится маховичком, продольное — маховичком, вертикальное перемещение шлифовальной головки — маховичком. Стол станка перемещается вручную. Затачиваются сборные фрезы (ножевые головки), а также и другой насадной инструмент большей частью на оправке, укрепленной в центрах станка. При затачивании ножевых головок с ножами, имеющими прямолинейные режущие кромки, применяется укрепленный на столе станка упор. При затачивании ножей шипорезных головок упор укрепляется на колонке так, чтобы передняя грань затачиваемого ножа у лезвия скользила по опорной поверхности упора. Этим достигается постоянство заднего угла и расположение всех режущих кромок ножей на окружности резания одного диаметра.
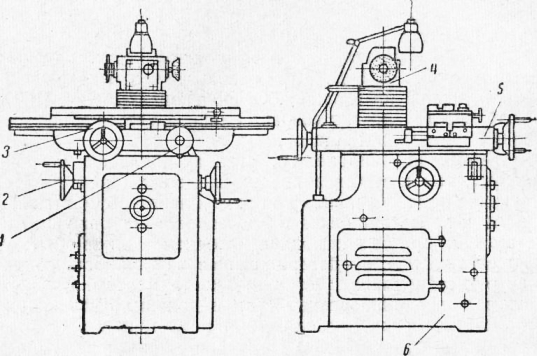
Рис. 10. Универсальный заточный станок ЗА64: Для затачивания цельных фрез, ножевых головок используется универсальный заточный станок модели ЗА64-М последнего выпуска с длиной шлифования 400 мм, высотой центров 125 мм, расстоянием между центрами 650 мм. На станке ЗА64 можно также затачивать дереворежущий инструмент с пластинками из твердого сплава и производить его доводку. Для соблюдения техники безопасности все заточные станки должны быть оборудованы эксгаустерными установками, удаляющими пыль. Для обеспечения нормальных условий промышленной гигиены заточные станки должны быть оборудованы индивидуальны* ми вытяжными установками или системой вытяжной вентиляции от всех заточных станков с фильтрами для очистки потока воздуха от наждачной пыли, с учетом требований противопожарной безопасности.
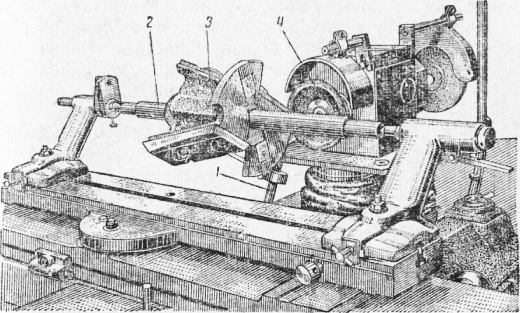
Рис. 11. Заточка шипорезних головок на станке ЗА64: Шлифовальные круги закрепляются на шпинделе посредством боковых шайб, сжимаемых гайкой. Диаметр шайб должен быть не менее 0,5 диаметра круга. Круги должны быть заключены в стальные кожухи толщиной не менее 5 мм. Реклама:Читать далее:Ручное долблениеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|