|
|
Категория:
Столярные работы В столярном производстве соединение на клею является основным видом соединения. Сущность склеивания состоит в том, что клей проникает в межклеточные и внутриклеточные пространства древесины, а между склеиваемыми поверхностями образуется очень тонкая клеевая пленка. Затем клей затвердевает, как бы сшивая склеиваемые поверхности большим количеством тончайших нитей. Прочность склеивания зависит от глубины и равномерности пропитки клеевым раствором склеиваемых поверхностей, а также от плотности прилегания этих поверхностей.
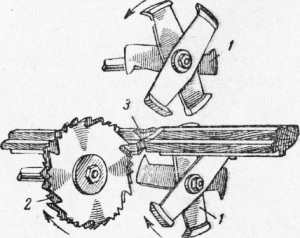
Рис. 1. Изготовление встречных сопряжений на фрезере-усорезе Прочность склеивания часто в условиях производства определяют раскалыванием склеенных образцов древесины стамеской по клеевому шву. Если раскол произошел по древесине, это значит, что клеевой шов очень прочный, прочнее древесины. Раскол же по клею указывает на весьма низкую прочность склеивания. Прочность склеивания имеет важнейшее значение для качества изделия. При правильной обработке склеиваемых поверхностей и при правильных режимах склеивания клеевое соединение получается прочнее самой древесины. При склеивании древесины мездровым и костным клеями большое значение имеет густота клеевого раствора. В зависимости от количества воды, находящейся в клеевом растворе, он может быть густым, медленно стекающим с кисти, средней густоты, быстро стекающим с кисти, и жидким —в виде клеевой воды. Густой и жидкий клеи дают пониженную прочность соединений. При очень густом клеевом растворе получается излишне толстая пленка клея, а при жидком клеевая пленка почти отсутствует. Густым клеем пользуются для склеивания деталей впритирку и для наклеивания фанеры в прессах с горячими прокладками. Клеем средней густоты склеивают древесину, которую затем прессуют в прессах или ваймах. Жидкий клей и клеевая вода применяются для покрытия ею древесины перед клеевой окраской или для заполнения пор в торцах перед склеиванием. Толщина клеевого шва должна быть 0,1—0,15 мм. Клеевой шов толщиной менее 0,1 мм называется «тощим», или «голодным» — соединение будет непрочным. Поверхности древесины с прослойкой клея выше указанных пределов получают «перенасыщенное соединение», и склеивание их также непрочное. Содержание влаги в древесных материалах оказывает большое влияние на качество клеевого соединения. Лучше всего склеивается древесина при влажности от 8 до 12%; влажность шпона и облицовочной фанеры при склеивании должна быть не более 5%. Повышенное требование к влажности древесины при склеивании объясняется способностью ее впитывать в себя влагу из клея и тем самым увеличивать свою влажность. Клей с большим содержанием воды повышает влажность древесины больше, чем клей с низким содержанием воды. При холодном склеивании влажность древесины увеличивается, а при горячем— уменьшается. Применять для склеивания древесину с влажностью более 18% не допускается. Если заготовка будет склеена из двух частей, имеющих различную влажность, то при последующем высыхании на более влажной стороне образуется вогнутость, а в клеевом шве появляется внутреннее напряжение. Поэтому разница во влажности склеиваемых частей не должна быть больше 2—5%. Значительное влияние на прочность склеивания оказывает характер склеиваемых поверхностей. Клей плохо соединяет шлифованную и лощеную поверхность, а также пыльную, запачканную жиром. Склеиваемые поверхности должны быть чисто выстроганы и плотно прифугованы незадолго перед склеиванием. При склеивании старого расклеившегося соединения место склейки лучше всего промыть древесным уксусом и высушить. При наклеивании фанеры поверхность должна быть процинублена рубанком-цинубелем. Это придает ей шероховатость, способствующую лучшему удержанию и равномерному распределению по поверхности клеевого раствора. Температура деталей, подлежащих склеиванию, должна быть 13—20 °С. При более низкой температуре клеевой раствор загустевает, не успев проникнуть в поры- древесины; при высокой температуре клей долго остается жидким и при запрессовке изделия выдавливается из шва, образуя «голодный шов». Чтобы обеспечить необходимую температуру для затвердения клея, воздух в клеильном отделении столярного цеха должен иметь температуру в пределах от 18 до 22°С. Процесс склеивания заключается в том, что клей наносят на поверхность склеиваемых частей изделия, прессуют их и выдерживают в запрессованном, а затем в свободном положении. Клей наносят на поверхность древесины ровным слоем с небольшими запасами на выжимание. Остатки клея, появляющиеся при прессовании на поверхности детали (не подвергающейся в дальнейшем строганию), снимают влажной тряпкой, пока клей еще не застыл, и насухо протирают сухой тряпкой или мягкими стружками. Для нанесения вручную клеевого раствора применяют кисти из щетины, обвязанные бечевкой, или кисти-помазки, изготовленные из луба или толстого липового лыка. Для этого конец луба заостряют в виде гладкой лопаточки, чтобы сошла вся кора, размачивают его в кипятке и разбивают легкими ударами молотка, чтобы конец луба на длине 1,5—2 см стал мягким и образовал кисточку. Кисточку хорошо разминают и расчесывают стальной щеткой, удаляя из нее щепочки и оторвавшиеся пряди луба. Помазки бывают разной ширины и толщины. Маленькие кисточки-помазки делают из луба в один слой, большие — в два-четыре слоя. В последнем случае их связывают бечевкой. После употребления кисти следует промыть в воде, высушить и держать во влажном помещении. Особенно важно не пересушивать кисти, так как они при этом крошатся и высыпаются. Кисти нельзя оставлять в клеевом растворе: от этого портятся клей и сами кисти. Деревянные клееные конструкции весьма разнообразны. Это разнообразие, вызываемое конструктивными требованиями, определяется основными материалами, формой конструкций и расположением клеевых швов. По виду основного материала клееные конструкции разделяются на дощатые, склеиваемые из пиломатериалов, и фанерные, склеиваемые из строительной фанеры и пиломатериалов. По форме клеевого шва клееные конструкции делятся на прямолинейные, криволинейные и комбинированные.
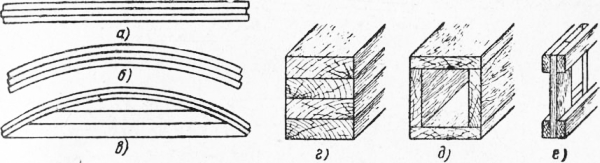
Рис. 2. Клееные конструкции: По степени заполнения объема конструкции древесными материалами клееные конструкции могут быть сплошными, пустотелыми и решетчатыми. Клееная конструкция может состоять из нескольких отдельных элементов (слоев). С увеличением количества слоев и уменьшением их толщины прочность клееных конструкций повышается за счет некоторого рассредоточения отдельных пороков древесины, входящей в состав клееной конструкции. Тем самым создаются условия для применения маломерных лесоматериалов и древесины пониженного качества. Количество слоев в той или иной конструкции определяют в каждом отдельном случае применительно к конкретным условиям производства и характеру самой конструкции. Опыт наших передовых предприятий, а также практика зарубежной промышленности подтверждает целесообразность широкого использования склеивания, благодаря чему создается возможность увеличить выход из древесины деталей крупных Размеров, уменьшить отходы и рационально использовать древесину пониженного качества. Применение клееных заготовок, Деталей, блоков допускается в настоящее время стандартами и техническими условиями почти для всех видов продукции из древесины. За последние годы в технологии склеивания и в создании специального оборудования достигнуты значительные успехи. Самого большого внимания заслуживает сращивание на зубчатый щип коротких отходов древесины (150—200 мм) в длинные заготовки и доски. Сращивание таких отрезков на зубчатый шип дает прочное соединение, позволяющее получать детали самого ответственного назначения, почти не уступающие по прочности деталям из цельной древесины. Такие клееные детали применяют для мебели, столярных и других изделий. Технологический процесс сращивания брусков по длине состоит из сушки отходов, вырезки дефектов, раскроя отходов по ширине, фугования в угол, зарезки зубчатых шипов, сортировки и сухой сборки, нанесения клея на склеиваемые поверхности зубчатых шипов, запрессовки и сушки в поле токов высокой частоты с торцовкой по размеру.
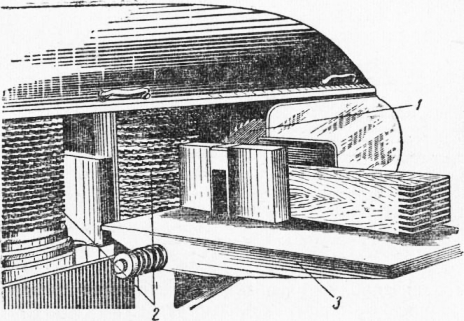
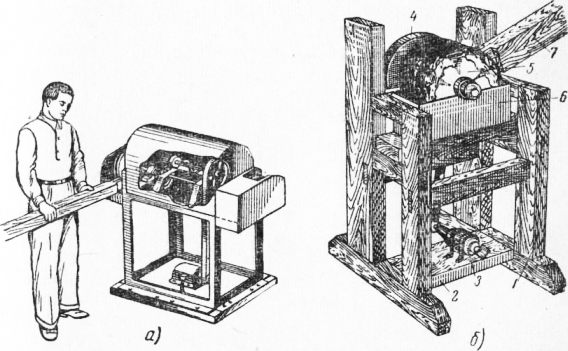
Рис. 3. Станок для зарезки зубчатых шипов: На Московском деревообрабатывающем комбинате № 7 сращивают отходы на специальной машине, состоящей из станка для зарезки зубчатых шипов и агрегата для склеивания деталей по длине. Станок для зарезки зубчатых шипов представляет собой станину, на которой смонтированы два вертикальных рабочих шпинделя с набором круглых пил (дисков). Каждый набор дисков расположен под определенным углом. Друг от друга диски отделены прокладочными кольцами. Перед вертикальными шпинделями расположен горизонтальный шпиндель, на котором закреплена торцовая пила. Станина имеет каретку с зажимом для крепления брусков. При работе на станке на стол каретки укладывают два бруска и прижимают их к упору каретки эксцентриковым зажимом. Закрепив бруски, каретку передвигают вдоль станка до торцовой пилы, которая торцует бруски, после чего пильными дисками последовательно путем пропиливания под углом с одной стороны бруска зарезаются зубчатые шипы. Затем брусок переворачивают и зарезают шипы таким же путем с другого конца бруска. Шипы можно также зарезать специальной фрезой на одностороннем шипорезном станке. Бруски с зарезанными шипами сортируют. Затем шипы намазывают клеем на станке для намазки шипов. Запрессовывают и нагревают сращиваемые бруски на специальном агрегате.
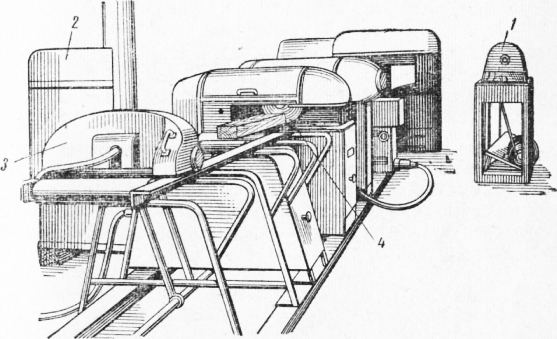
Рис. 4. Агрегат для сращивания брусков по длине на зубчатый шип: Агрегат для сращивания брусков по длине на зубчатый шип изображен на рис. 4. При работе на агрегате бруски с намазанными шипами непрерывно подаются в направляющие агрегата. Специальное приспособление сжимает бруски, которые продвигаются к электродам высокочастотной установки для нагрева клеевого соединения. При работе с клеем К-17 нагрев длится от 45 сек. до 1 мин. После этого непрерывный брусок, продвигаясь вдоль агрегата, упирается в конечный выключатель, смонтированный в передвижном упоре, включает торцовую пилу, которая, поднимаясь, отпиливает заготовку нужного размера. Путем перестановки упора в ту или другую сторону можно отрезать заготовки различной длины.
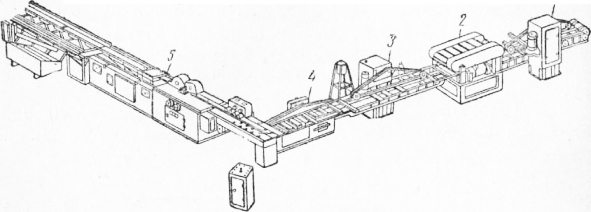
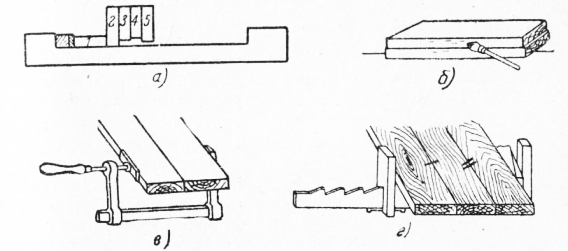
Рис. 5. Автоматическая линия сращивания маломерных обрезков древесины по длине: Специальное конструкторско-технологическое бюро по деревообрабатывающему станкостроению Мосгорсовнархоза разработало автоматическую линию для сращивания маломерных отрезков древесины по длине (рис. 286). Линия состоит из шипорезного станка (левого), транспортера-манипулятора, шипорезного станка (правого), питателя и сборочного станка. В строительстве применяют клееные конструкции углового профиля, а также клееные балки, фермы. Кроме того, при строительстве зданий применяют клееные брусья различных видов для оконных и дверных коробок и другие различные детали. Клееные брусья для коробок изготовляют на заводах, вырабатывающих оконные переплеты и двери. Склеивать щиты можно двумя способами: впритирку и запрессовкой. Впритирку склеивают только две заготовки, а запрессовкой— любое количество. Для склеивания впритирку кромки досок тщательно отфуговывают. Одну из них закрепляют в верстаке фугованой кромкой вверх и смазывают горячим столярным клеем. Затем накладывают на нее другую доску и, слегка прижав ее к нижней, начинают медленно двигать (притирать) короткими толчками вдоль кромки. Сначала двигают быстро, со слабым нажимом, затем постепенно нажим усиливают, а движение замедляют и, наконец, двигают доски короткими движениями, но с сильным нажимом до тех пор, пока клей не прихватит доску настолько, что ее трудно будет сдвинуть с места; тогда притирку прекращают.
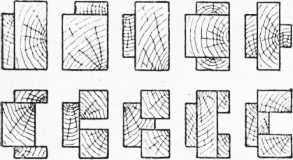
Рис. 6. Формы сечения клееных брусьев для дверных и оконных коробок Чтобы клей хорошо застыл, притертые доски некоторое время оставляют в верстаке. Затем их осторожно освобождают из зажима, чтобы не повредить склейки, переносят щит на место сушки и ставят на ребро, прислонив к стене. При склеивании запрессовкой подобранные по толщине и отфугованные доски собирают в пакет. Пакет досок при склеивании намазывают клеем с одной стороны; тогда после раскладки намазанная кромка одной доски будет находиться рядом с сухой кромкой соседней доски. Если склеивают
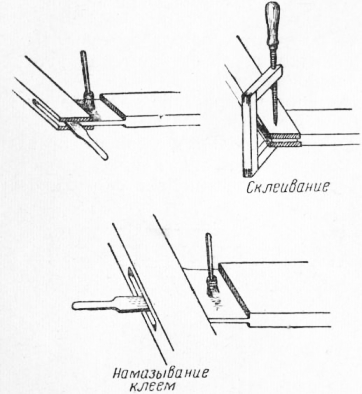
Рис. 7. Склеивание запрессовкой: жидким клеем, то намазывают обе склеиваемые кромки. При большом количестве досок их намазывают по нескольку штук одновременно. Намазанные доски раскладывают кромками друг к другу и слегка запрессовывают при помощи струбцинок или вайм. Затем выравнивают лицевую сторону, устранив на ней все выступы и перекосы. Невы-правленные своевременно перекосы приходится сострагивать уже на готовом щите после освобождения его от зажимов. При этом ухудшается качество изделия. Это проверяют прикладыванием линейки поперек щита и по диагонали, а также наложением на концы щита двух остроганных под рейсмус брусков. Правильность угла проверяют угольником или малкой. Затем доски зажимают до отказа. При массовом склеивании, чтобы ускорить выверку щитов, Делянки раскладывают лицевой стороной вниз на выверенные опорные плоскости сжимов и, слегка запрессовывая, осаживают ударами молотка до полного примыкания их лицевой стороны к опорной плоскости сжима. Для склеивания шиповых соединений мездровым или костным клеями предварительно собранное и проверенное соединение расколачивают так, чтобы шипы обнажились наполовину или немного больше. Обнаженные части шипов и гнезд смазывают клеем, сколачивают вновь до плотного примыкания заплечиков шипов к щечкам гнезд и запрессовывают, проверив правильность углов и плоскостей. Правильность прямых углов проверяют угольником и раздвижными планками (с угла на угол), с одного конца заостренными. Отсутствие перекосов проверяют прикладыванием точно отфугованной линейки или на глаз. Для более плотного примыкания поверхностей шипа (особенно боковых) к щечкам проушины шипы расклинивают. Ширина клинышка должна быть немного меньше толщины шипа. Смазанные клеем клинышки забивают по одному или по два в каждый шип на расстоянии, равном XU ширины от его края. Помимо мездрового и костного клеев, для склеивания древесины используют казеиновый клей, который применяют в вице холодного раствора. Раствор казеинового клея следует приготовлять из готового порошка. Порошок постепенно всыпают в чистую воду комнатной температуры, а затем размешивают в течение 40—50 мин., пока не получится однообразная масса. На одну весовую часть порошка берут две части воды.
Рис. 8. Склеивание шиповых соединений
Рис. 9. Расклинивание: Клеевой раствор из казеина сохраняет склеивающую способность только в течение 4 час., поэтому необходимо приготовлять такое количество клея, которое может быть использовано за это время. Склеивание казеиновым клеем столярно-строительных изделий не требует теплого помещения, оно может быть произведено при температуре окружающего воздуха 12—15 °С.
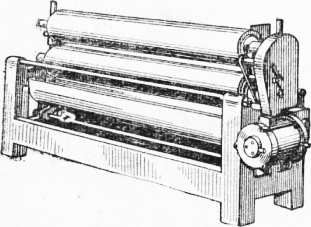
Рис. 10. Механизированное нанесение клеевого раствора: Недостатком казеинового клея является то, что он окрашивает в темный цвет место склеивания изделия, изготовленного из древесины, содержащей дубильные вещества (дуб, орех, красное дерево, каштан). Поэтому казеиновым клеем склеивают только древесину, которая не содержит дубильных веществ (сосна, ель, береза). Казеиновый клей не пригоден для склеивания впритирку. При склеивании древесины этим клеем следует обязательно пользоваться зажимами. Ручное нанесение клея кистями мало производительно и не Дает достаточной равномерности клеевого слоя. Для механизированного нанесения клеевого раствора следует пользоваться клеенамазочными станками. При пакетной запрессовке заготовок с большими склеиваемыми поверхностями для нанесения клеевого раствора применяют вальцовые или плоскостные клеенамазочные станки. Вальцовые клеенамазочные станки бывают для односторонней и двухсторонней (рис. 292) намазки. Вальцовый клеенамазочный станок для односторонней намазки состоит из металлической луженой ванны, в которую наливают клеевой раствор, и рабочего вальца. Заготовку продвигают вручную по вальцу, который забирает из ванны клеевой раствор и наносит его на нижнюю поверхность заготовки. Вальцы для двухсторонней намазки приводятся в движение электродвигателем. После окончания работы вальцы должны быть очищены от клея и тщательно вымыты. В отличие от всех остальных соединений элементов деревянных конструкции склеивание является самым эффективным средством. Оно не требует больших материальных затрат и не вызывает ослабления сечений и коррозии, как различные металлические скрепы.
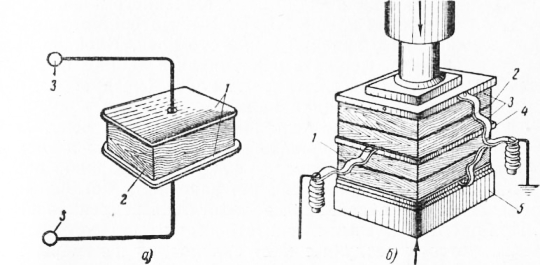
Рис. 11. Вальцовый клеенамазочный станок для двухсторонней намазки Склеивание деревянных деталей применялось уже много веков назад, однако лишь в настоящее время на базе развития химии появились синтетические (смоляные) клеи, отличающиеся высокой склеивающей способностью, водостойкостью и грибостойкостыо. Это оказало большое влияние на дальнейшее развитие склеивания древесины. За последнее время оно стало применяться не только как средство сопряжения отдельных деталей в изделиях, но и как средство создания новых материалов. Применение смоляных клеев позволило конструкторам создать новые клееные облегченные конструкции— балки больших пролетов, деревянные и металло-деревянные фермы с сокращенным расходом древесины, брусья и коробки больших сечений и др. Благодаря появлению смоляных клеев были созданы новые материалы: слоистые пластики и древесно-стружечные плиты. Стало возможным применять в строительстве не только профильный, но и листовой материал в виде водостойкой строительной фанеры. Расход клея на 1 м2 склеиваемой поверхности составляет 300—350 г. Для ускорения отвердения клеевого шва свежескле-енные детали помещают в специально отведенные места с повышенной температурой. Для сокращения времени на отвердение клеевого шва свежесклеенную деталь, зажатую в ваймах или в прессе при давлении до 5 кг/см2, помещают между пластинами конденсатора и включают ток от лампового генератора.
Рис. 12. Склеивание древесины при нагревании токами высокой частоты: Токи высокой частоты, проходя через клеевые швы, нагревают клей до 50—60°С и значительно ускоряют отвердение его. Время пребывания детали под давлением при высокочастотном нагреве тока может быть уменьшено до 20—30 сек. и зависит от объема склеиваемого изделия. Расход электроэнергии не превышает 14—18 кет • час на 1 м3 склеиваемой древесины. После прогрева токами высокой частоты древесину распрессовывают и детали пускают в обработку. Применение токов высокой частоты, не ухудшая качества клеевого шва, позволяет сократить в несколько раз технологический процесс, в результате чего производственную площадь, занимаемую для склеивания древесины, можно сократить в 2—3 раза. Применение при склеивании смоляных пленок-прокладок, заменяющих жидкий клей, еще больше сократит потребность в производственных площадях и улучшит санитарно-технические условия труда. Склеивание нужно производить на верстаке или на столе соответствующей высоты с плоской поверхностью. Громоздкие изделия склеивают на низких подставках или на полу. При склеивании щитов на клеильно-конвейерной вайме или в хомутах стол следует устанавливать так, чтобы работающий мог брать п укладывать заготовки’, не затрачивая время на переходы. На рабочем столе в соответствующем порядке должны находиться в достаточном количестве подлежащие склеиванию детали, режущий и проверочно-измерительный инструмент, ваймы и струбцины, потребное количество приготовленного клея, приспособления для нанесения клея и обтирочные материалы для своевременного удаления с изделий выжатого клея. Клей во время работы рекомендуется держать в клеянках с двойными стенками и двойным дном. Для глютиновых клеев (мездрового, костного) между стенками клеянки наливают горячую воду, а для клеев из синтетических смол наливают холодную воду, летом лучше со льдом. Удобнее держать глютиновые клеи в электро-обогреваемых клеянках, казеиновый клей в фарфоровой посуде. Клеянки для смоляных клеев следует закрывать крышками. В помещении для склеивания должна быть усиленная вентиляция. При работе с клеями из синтетических смол должны быть установлены отсосы воздуха с мест склеивания и камеры с вытяжным устройством; камеры предназначаются для приготовления клея и мытья посуды. Работающий должен пользоваться резиновыми перчатками и прорезиненными или кожаными фартуками. При применении синтетических клеев полезно смазывать лицо и руки вазелином или ланолином, чтобы предохранить кожу от действия вредных веществ, входящих в состав клеев. Токоподводящие провода и шнуры к электрообогреваемым клеянкам следует изолировать, лучше заключить их в резиновые трубки. Включенные электроприборы не разрешается оставлять без наблюдения. Реклама:Читать далее:Приспособления и оборудование, применяемые при склеиванииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|