|
|
Категория:
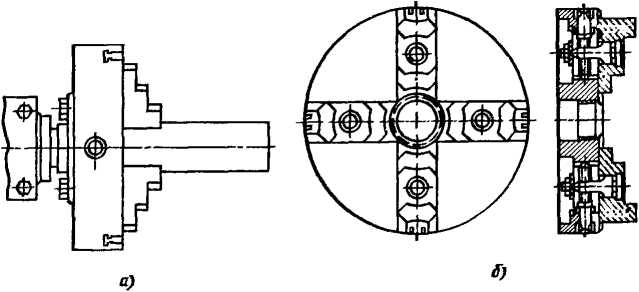
Токарное дело Короткие детали закрепляют в кулачковых патронах или в планшайбе. Поверхность, по которой деталь устанавливают и крепят, называют базовой. Заготовки, базовая поверхность которых является поверхностью вращения или многогранником с числом граней, кратным трем, крепят обычно в трехкулачковом самоцентрируюшем патроне. Планшайбы и четырехкулачковые патроны с независимым перемещением кулачков применяют для крепления заготовок некруглой формы, при обработке симметричной детали и при обработке несоосных отверстий. При креплении деталей в патроне соблюдают следующие правила:
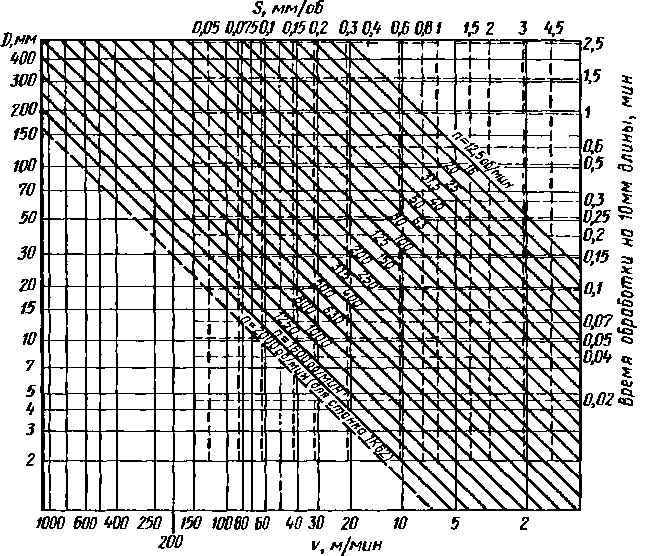
Рис. 1. Номограмма станка 16К20 для определения частоты вращения шпинделя и основного (машинного) времени
Рис. 2. Схема обтачивания вала-шестерни в центрах
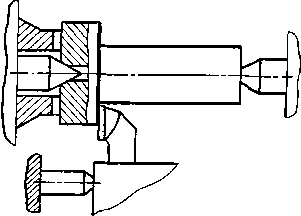
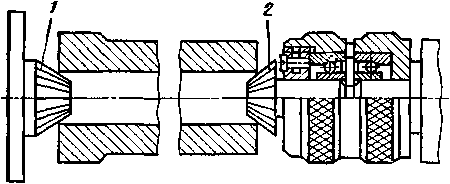
Крепление в центрах. Валы, оси или оправки для полых деталей, длины которых больше их диаметра, устанавливают центровыми отверстиями, образованными на их торцах, между центрами передней и задней бабок. Для передачи вращения (крутящего момента) на конец шпинделя надевают поводковый патрон, а на заготовке или оправке закрепляют хомутик. Применение хомутиков является нежелательным из-за потери времени на их крепление и открепление, а кроме того, они не безопасны для токаря. При обтачивании деталей, имеющих углубления с торцов или шпоночные, шлицевые и зубчатые поверхности, применяют вместо хомутиков поводок. При креплении заготовок поводок вставляется во впадину зубьев. С применением такого поводка вспомогательное время сокращается и уменьшается утомляемость рабочего.
Рис. 3. Схема обработки по упорам
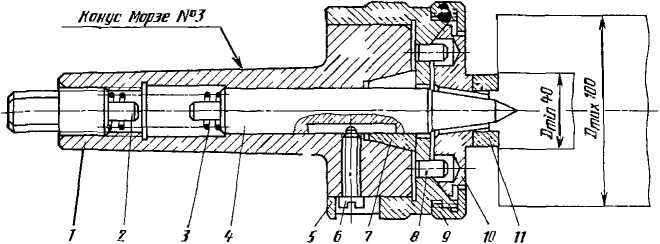
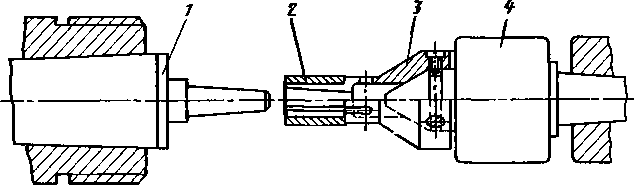
При обтачивании валов больших диаметров напроход и при обработке по упорам применяют поводковые центры с торцовым креплением. На рис. 20 показан поводковый центр для торцового крепления валов диаметром 40 … 100 мм, состоящий из корпуса, резьбовой пробки, пружины, плавающего центра, втулки, разрезной цанги, крышки, поводка и ножей. Заготовку устанавливают на плавающий центр и вращающийся центр задней бабки. При выдвижении пиноли задней бабки заготовка утапливает плавающий центр внутрь корпуса, упирается в закаленные ножи из быстрорежущей стали, перемещает втулку и цангу, которая застопоривает плавающий центр. Поводок благодаря сферической опорной поверхности имеет возможность самоустанавливаться. относительно торца вала. Ножи равномерно врезаются в торец вала заготовки и передают ему вращение от шпинделя через корпус, втулку, штифты 8 и поводок.
Рис. 4. Поводковый центр
Поводковый центр имеет три сменных поводка, предназначенных для обработки валов разного диаметра. Чтобы сменить поводок, достаточно отвернуть крышку. Рабочий конус центра шлифуют в сборе с патроном. Для устранения провертывания центра поставлен винт, входящий в его паз. Для обработки втулок применяют рифленые и гладкие центры. При наружном обтачивании втулок и труб их крепление осуществляют с помощью рифленого переднего центра, выполняющего одновременно роль поводкового устройства, и рифленого центра. Тонкостенные втулки зажимать между центрами нельзя, так как может возникнуть их деформация. Для крепления таких деталей применяют оправку, установленную одним концом в шпиндель Другой конец оправки служит для крепления заготовки. На вращающемся центре установлена разжимная гильза, на которую своим отверстием устанавливается заготовка. Движением пиноли задней бабки гильза подается на конус оправки и, разжимаясь, закрепляет заготовку.
Рис. 5. Рифленый поводковый центр и вращающийся задний центр
Рис. 6. Схема закрепления тонкостенных втулок
Реклама:Читать далее:Примеры обработки заготовок на станкеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|