|
|
Категория:
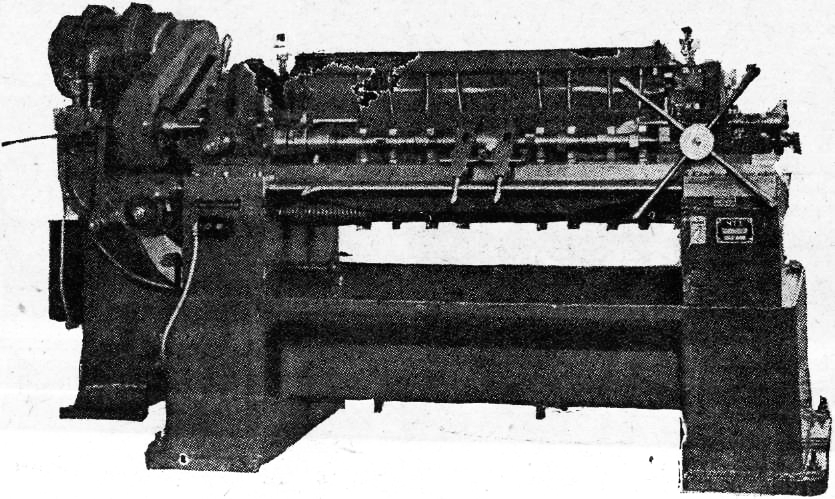
Проектирования технологических процессов Далее перейдем к рассмотрению методов обработки на токарных станках «специального назначения», т. е. станках, созданных только для одной определенной обработки или операции. На рис. 1 изображен общий вид такого станка для обточки одновременно всех кулачков распределительного вала фирмы Walcott Mch. С° представляющий собой копировально-токарный станок. Этот станок установлен на Челябинском тракторном заводе, на Горьковском автомобильном и др. На рис. 1 дана схема этого станка в поперечном разрезе. Кулачковый валик III представляет собою постоянный копирный валик, в точности соответствующий обрабатываемому валику. Этот копирный валик вращается в ту же сторону, что и обрабатываемый валик, и с той же угловой скоростью “От кулачка копирного валика и пружины, расположенной с задней стороны, суппорт резца получает возвратно-поступательное движение, очерчивая таким образом контур обрабатываемого кулачка. Кроме того, державка суппорта, укрепленная на четырехшарнирном механизме, совершает под действием другого копира (расположенного наверху) движение по дуге круга вверх и вниз, для того чтобы изменения угла резания резца (при обтачивании им профиля кулачка) не выходили из допустимых для правильного резания пределов.
Рис. 1. Станок для обточки кулачков распределительного валика Walcot* Чрезвычайно хорошо разработана и богато представлена в настоящее время обточка коленчатого вала двигателя автомобиля как, в смысле методов обработки, так и станков «специального пазна чения». Наиболее интересные и современные модели станков для этой обработки изготовляют фирмы (САСШ): Wickes Brothers, Le Blond Mch. Сo и Crankshaft Mach. Co, Фирма Wickes Brothers строит целый ряд моделей тяжелых станков этого рода для обточки коренных и шатунных шеек коленчатых валов. Остановимся сначала на наиболее типичных станках для обточки коренных шеек. На рис. 2 изображен довольно типичный метод обточки коренных шеек шестицилиндрового коленчатого вала на специализированных станках фирмы Wickes Brs. Mch. Сo.
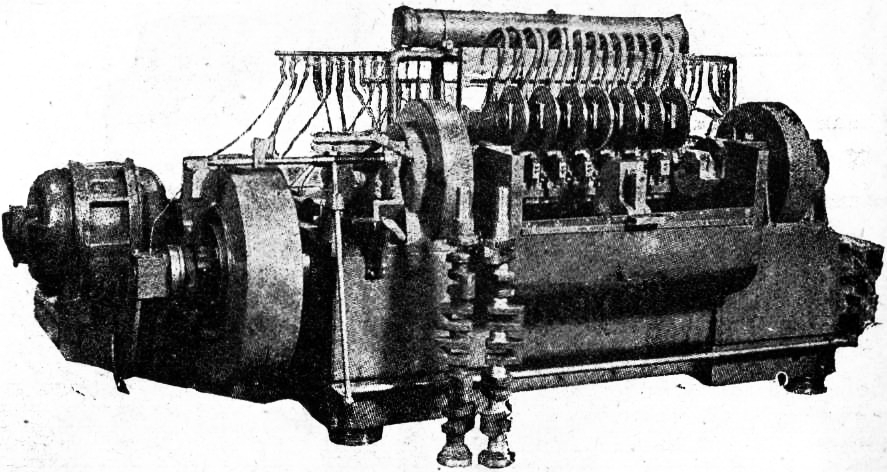
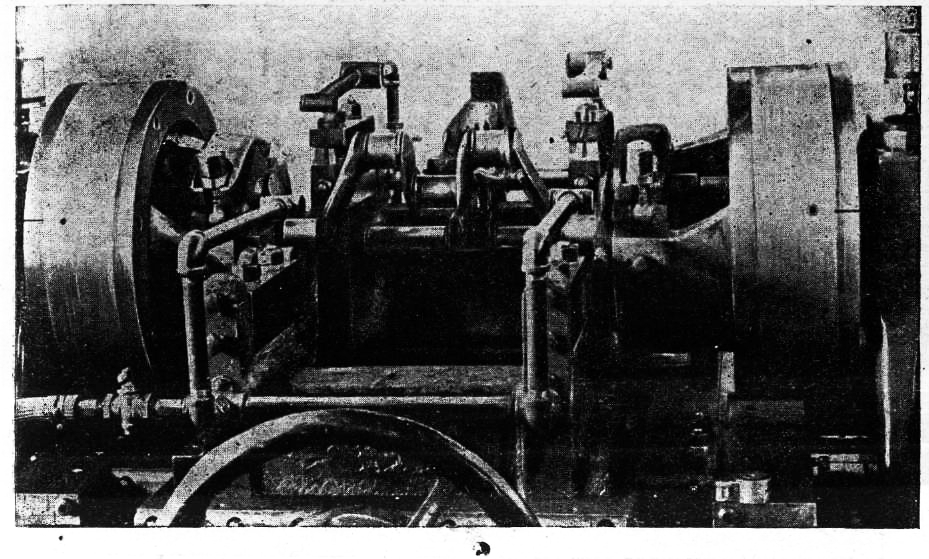
Рис. 2 показывает (1-ю операцию) обточку 3 средних шеек шестицилиндрового коленчатого вала (при четырехцилиндровом вале обтачивается в этом случае лишь одна — средняя шейка). Естественно, перед указанной операцией вал должен быть «затор цован» с обеих сторон и «зацентрован». Патроны удерживают коленчатый вал в непосредственной близости от места обработки. На рис. 2 показывается (2-я операция) обточка остальных коренных шеек: 2 крайних и 2 промежуточных и обоих концов вала. Как видно из рис. 2, вал устанавливается в центрах и приводится во вращение за среднюю часть (Centre-drive) зубчатым колесом, в котором вал зажимается за предварительно обточенную (на 1-й операции) среднюю шейку. Для вынимания и постановки вала это зубчатое колесо сделано разнимающимся пополам при помощи особого приспособления с противовесом. На рис. 2 зубчатое колесо показано в раскрытом виде. Данный способ приведения во вращение, помимо юго, что позволяет вести обработку с двух сторон, уменьшает длину скручивания обрабатываемого вала, дает также и добавочную опору (как бы добавочный люнет). Станок имеет 4 суппорта, работающих только поперечной подачей, следовательно, только широкими, фасонными и подрезными резцами. Как видно из последнего рисунка, все резцы тангенциальные. В этом станке производит большое впечатление исключительная его стабильность и жесткость. Мощность станка 15—20 л. с. Фирма ставит обычно отдельные моторы для вращения обрабатываемого вала и для движения суппортов (для подач). Производительность этих станков на валах крупных размеров 10—12 ЩТ-в час и до 20—на валах средних размеров. На рис. 3 изображен общий вид с передней стороны новой модели станка фирмы Crankshaft Mch. Сo для обточки одновременно всех 7 коренных шеек коленчатого вала (шестидилиндрового двигателя).
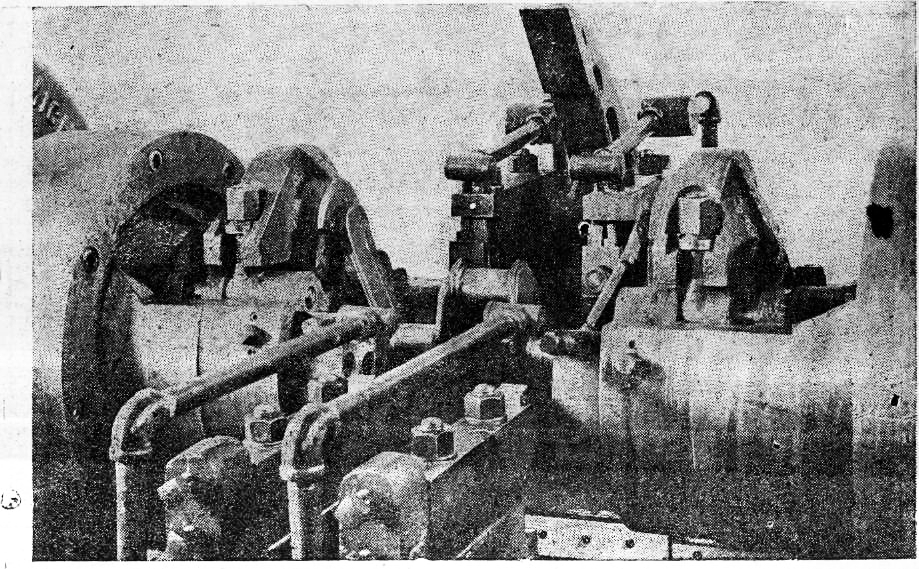
Рис. 3. Станок Crankshaft Mch. С° для обточки всех коренных шеек одновременно. Станок поражает своими размерами, а также стабильностью и сложностью конструкции. Как показал опыт, такие станки дают большую производительность (до 20 валов в час), высокую точность обработки и надежность даже при напряженной работе. На рис. 4 изображена рабочая часть этого станка. Обточка производится 7 широкими тангенциальными резцами, сидящими в отдельных суппортах, имеющих возможность самостоятельного вертикального перемещения. Каждый суппорт, помимо своего широкого резца (иногда эти резцы делаются составными), несет в верхней своей части значительных размеров ролик (или диск), играющий роль подвижного люнета на суппорте. На рис. 4 дан эскиз работы резцов и ролика этого суппорта. Эта схема работы представляет типичную особенность станков данной фирмы. Помимо указанного поддерживания вала, имеется еще неподвижный саморегулирующийся люнет, расположенный в средине вала. Крепление вала производится круглыми зажимами (тот же рисунок), захватывающими вал за предварительно обточенные концы. Привод обрабатываемого коленчатого вала во вращение производится с двух сторон, т. е. обе бабки станка—передняя и задняя — являются приводными. Надо отметить, что большая часть современных мощные станков для обточки коленчатых валов имеет привод с обеих сторон. Причина этого заключается в необходимости уменьшить скручивание вала и в особенности при одновременной обработке его целым рядом (как в рассматриваемом станке) широких резцов. Интересна также в этом станке система централизованной смазки. Из сборника, расположенного сверху, масло распределяется по системе трубок во все трущиеся соединения станка. Помимо приведенного выше разрешения вопроса об одновременной обработке всех коренных шеек коленчатого вала, представляющего собой одно из последних достижений специального станкостроения, в этой области имеются и другие конструктивные разновидности в методе обработки и станке.
Рис. 4. Схема работы резцов станка фирмы Crankshaft Mch. Сo
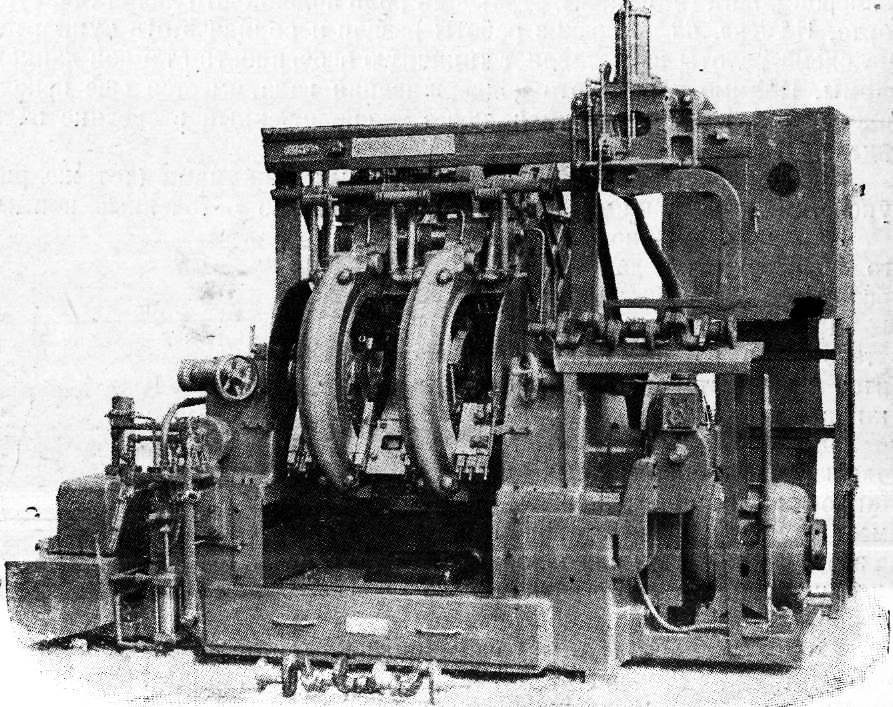
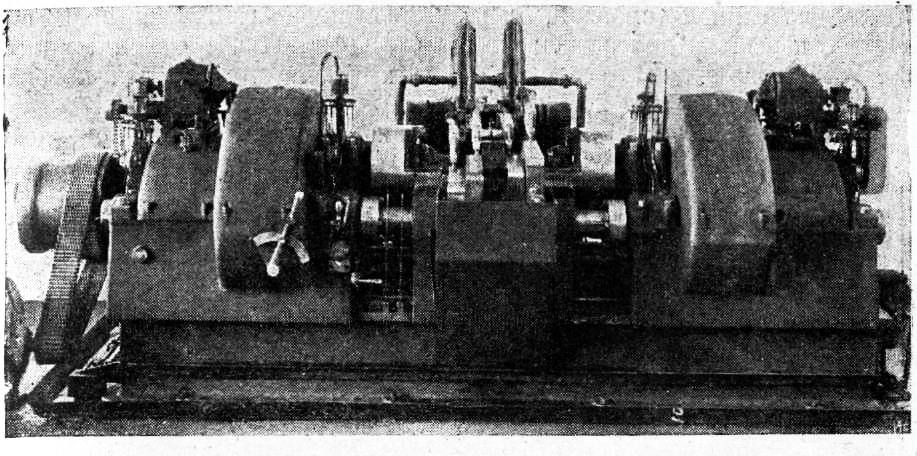
Рис. 5. Станок для обточки всех коренпых шеек коленчатого вала фирмы Le Blend. Обточка шатунных шеек коленчатого вала в настоящее Время также производится почти всегда па станках специального назначения. Наиболее типичными их представителями будут станки, обтачивающие одновременно по 2 шейки, лежащие на одной линии, и станки, обтачивающие все шатунные шейки одновременно. В качестве характерного представителя первой группы станков можно привести станок фирмы Wickes Brothers, изображенный на рис. 6. Здесь, как видно на рис. 6, обтачиваются две крайние (латунные шей/и одновременно парой поперечных суппортов (передним и задним), также широкими тангенциальными резцами: одни — протачивают шейки, другие — их профилируют. Каждый суппорт несет но две резцовых головки для соответствующих шеек. Вал приводится ко вращение с двух сторон, концы вала зажаты в специальных патронах. Подвод резцов производится вручную, затем включается механическая подача обоих суппортов, которая автоматически выключается имеющимися остановами при достижении нужного диаметра шеек.
Рис. 6. Станок Wickcs для обточки двух наружных шатунных шеек Эти станки употребляются при сравнительно небольших масштабах производства и дают примерно 6— 12 шт. в час. Он отличается, соответственно обтачиваемым шейкам, расположением резцовых головок и закреплением концов вала в патронах. Закрепление здесь производится за уже обработанные шатунные крайние шейки вала, т. е. возможно ближе к обтачиваемым шейкам, для того чтобы уменьшить плечо прогиба вала и его скручивание. В остальном станок одинаков с предыдущим. Естественно, что для этих двух операций должны быть отдельные станки. Более совершенной формой метода обточки шатунных шеек коленчатого вала будет метод обточки всех шатунных шеек одновременно. Станки для этой цели строят те яге фирмы в САОШ, которые изготовляют и станки предыдущей группы. На рис. 8—10 изображен такой станок фирмы Wickes Brothers.
Рис. 7. Станок Wickes для обточки двух внутренних шатунных шеек.
Рис. 8 дает общий вид станка. Установка вала производится в пневматических зажимных патронах по обточенным концам вала и приводится во вращение упорами М в боковые стороны крайних щек вала. Обточка ведется также поперечными широкими резцами с обеих сторон вала. Этот способ в противоположность станкам фирмы Crankshaft Mch. Сo типичен для станков данной фирмы. Так как вал при указанном его закреплении вращается, то все его шатунные шейки описывают круги радиуса, равного расстоянию между коренными и шатунными шейками. Поэтому передние и задние резцы (попарно) расположены в 4 подвижных суппортах. Эти суппорта представляют собой 4 жестких плиты, приводящихся (с обеих сторон каждой плиты) в движение соответственными шейками 2 коленчатых валов, расположенных по обеим сторонам станка (с передней и задней его стороны; один из этих валов, — передний, виден на рисунках). Расстояние «шатунных» шеек этих коленчатых валов и их расположение одинаковы с расположением и расстоянием шатунных шеек обрабатываемого вала. Таким образом широкие резцы, установленные (как показано на рис. 69) в каждой плите, будут совершать круговое движение, соответствующее круговому движению обрабатываемых ими шатунных шеек (как бы гоняясь за ними). Подачи и быстрые хода осуществляются движениями резцовых головок в указанных плитах. Имеющиеся остановы прекращают резание при достижении нужного диаметра, и резцы быстро отходят в исходное положение. Таким образом управление станком во время работы также сводится к весьма простым манипуляциям. Станок представляет собой весьма сложный агрегат с (кустовой) централизованной смазкой, централизованной гидравлической системой передвижения резцовых головок (фирмы Oil Gear), мощной сетью подвода охлаждающей жидкости и обычно несколькими моторами, общей мощностью 20—30 л. с. Зажимпы с патроны обычно делаются с пневматическим приводом. Эта модель станка предназначается для более тяжелых коленчатых валов. (Такая модель установлена на заводе Кадиллак.) Станки более легкой модели для той же обработки строит фирма Crankshaft, Mch. Сo. Эти станки, в отличие от станков фирмы Wickes, работают одним широким резцом на каждой шейке, подобно ужо описанному выше станку фирмы Crankshaft и с аналогичным движением плит суппортов в рассмотренных станках Wickes (с той лишь разницей, что подача в станках Crankshaft осуществляется движением устан в-лекпого в центрах вала на резцы суппортных плит). Кроме указанных выше двух фирм, станки для обточки всех шатунных шеек одновременно строит также и фирма L” Blond. Эти станки, также как и станки WiclcesBrothers, работают на каждой шейке двумя поперечными резцами одновременно. Обрабатываемый вал зажимается с двух сторон. Станок, как и описанный выше, оборудован гидравлической подачей резцовых головок, централизованной смазкой и полной автоматизацией рабочих и быстрых передвижений резцов так, что управление станком весьма несложно. По данным фирмы производительность такого станка — от 10 до 12 шт. в час в зависимости от материала, припусков и размера обрабатываемого вала. Реклама:Читать далее:Обработка на револьверных станкахСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|