|
|
Категория:
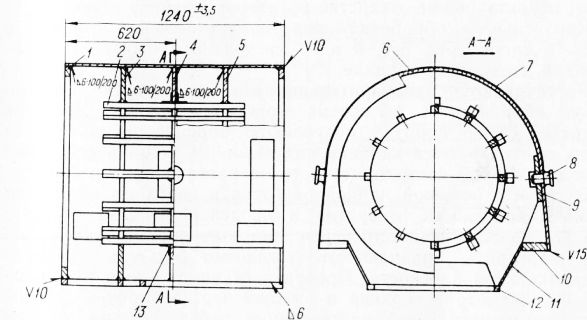
Крупные электрические машины Сборка корпуса статора под сварку начинается с разметки сборочной плиты, на которую наносится контур торца статора и устанавливаются и закрепляются угольники. Затем производится сборка внутренних полок статора, заготовляемых в виде отдельных сегментов. Перед прихваткой их между собой необходимо проверить соответствие контура полок разметке на плите. Когда все стенки и полки собраны и с крайней стенки газопламенным резаком сняты фаски, начинается сборка статора. К угольнику приставляют и крепят лапы статора фасками наружу. Крайняя стенка после снятия с нее фасок зачищается, переворачивается на 180° и устанавливается вплотную к лапам. Ось стенки совмещается с осью, начерченной на плите, после чего она прихватывается к лапам статора. От установленной стенки на лапах размечается риска на высоте, соответствующей положению первой полки. На стенку устанавливаются две временные распорки такой же высоты, а против рисок, нанесенных на лапах, временно привариваются две планки. На эти планки и технологические распорки вплотную к лапам устанавливается полка: затем размечаются и привариваются временные планки и распорки для установки второй полки. Аналогично устанавливаются третья полка 5 и верхняя стенка. На полке по шаблону размечаются пазы под ребра. С помощью отвеса этот же шаблон устанавливается на нижнюю полку, на которой также размечаются пазы под ребра. В вырезанные пазы на подставках соответствующей длины устанавливают ребра и прихватывают к полкам. К полке снизу и сверху прихватывают угольники. Собранный каркас статора передается в таком виде сварщикам, которые приваривают в первую очередь угольники к ребрам в вертикальном положении и далее все швы в нижнем положении. Затем каркас открепляется от угольников, переворачивается на 180° и заваривается в нижнем положении с обратной стороны.
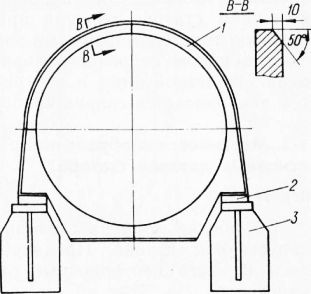
Рис. 1. Сварка корпуса статора. Установленный на торец каркас статора закрывается листами обшивки. Предварительно следует установить в соответствующие гнезда усилительные подкладки рымов. Для установки рамки, состоящей из брусков, обшитый корпус статора поворачивается на 90° и устанавливается на сборочной плите днищем вверх. После прихватки рамки в об шивке вырезаются отверстия для установки рымов, вставляемых в заранее расточенное отверстие подкладки и привариваемых к обшивке и подкладке. Приварка листов обшивки к полкам статора изнутри производится прерывистым швом вручную толстообмазаниыми электродами.
Рис. 2. Сборка корпуса статора под сварку. В обшивке сваренного корпуса размечаются и вырезаются окна. Зачисткой швов и контролем всех геометрических размеров заканчивается сварка корпуса статора. Реклама:Читать далее:Механическая обработка основных деталей статораСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|