|
|
Категория:
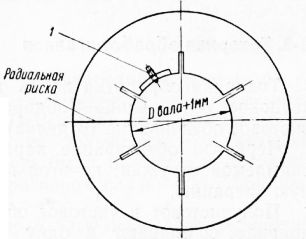
Крупные электрические машины Далее: Токарная обработка валов Сварные валы изготовляются из стали марки 20; ребра, привариваемые к валу, вырезаются из толстолистовой стали марки Ст. 3. Сборка вала под сварку начинается с разметки. На обработанную его поверхность наносится продольная риска параллельно оси вала и кольцевая риска, по которой в дальнейшем будут устанавливаться ребра. На ребра наносят риску, делящую их пополам по длине. С обеих сторон на вал надевают шаблоны с прорезями для ребер и совмещают радиальные риски на шаблонах с продольной риской на валу. В таком поло-женин шаблоны закрепляют стопорными винтами. На вал, покоящийся на роликах, устанавливают по шаблонам ребра и прихватывают их в двух точках с каждой стороны. Брусья привариваются к ребрам заранее. В некоторых конструктивных исполнениях сварных валов ребра имеют большую толщину и брусья к ним не привариваются. Между ребрами устанавливаются и прихватываются технологические распорки, образующие замкнутый контур, благодаря чему уменьшается деформация ребер при сварке. Приварка ребер к валу должна осуществляться в строгой последовательности, так как в противном случае может произойти чрезмерно большая деформация вала. Шов надо накладывать постепенно, в несколько проходов. Первый валик шва накладывают с одной стороны какого-либо ребра, а следующий— обязательно у диаметрально противоположного ребра тоже с одной стороны. В таком порядке накладывают по одному валику у каждого ребра. Сварка ведется от середины ребра к его концам. Затем в той же последовательности накладывают валики с другой стороны ребер. Количество проходов зависит от катета шва.
Рис. 1. Шаблон для установки ребер вала. В процессе сварки нельзя допускать перегрева вала. Поэтому сварка чаще всего производится вручную. В качестве присадки применяются электроды с толстой обмазкой марки УОНИИ 13/45 диаметром 4 мм. Не допускается приварка ребер по торцу, так как шов, наложенный по окружности вала, является сильным концентратором внутренних напряжений; это может привести к появлению усталостных трещин и поломке вала при эксплуатации машины. Вал с приваренными ребрами должен обязательно отжигаться для снятия внутренних напряжений. Рекомендуется следующий режим отжига: нагрев до 640—660° С со скоростью не более 100° в час, выдержка при этой температуре в течение 4 ч и охлаждение вместе с печью до окружающей температуры. Реклама:Читать далее:Токарная обработка валовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|