|
|
Категория:
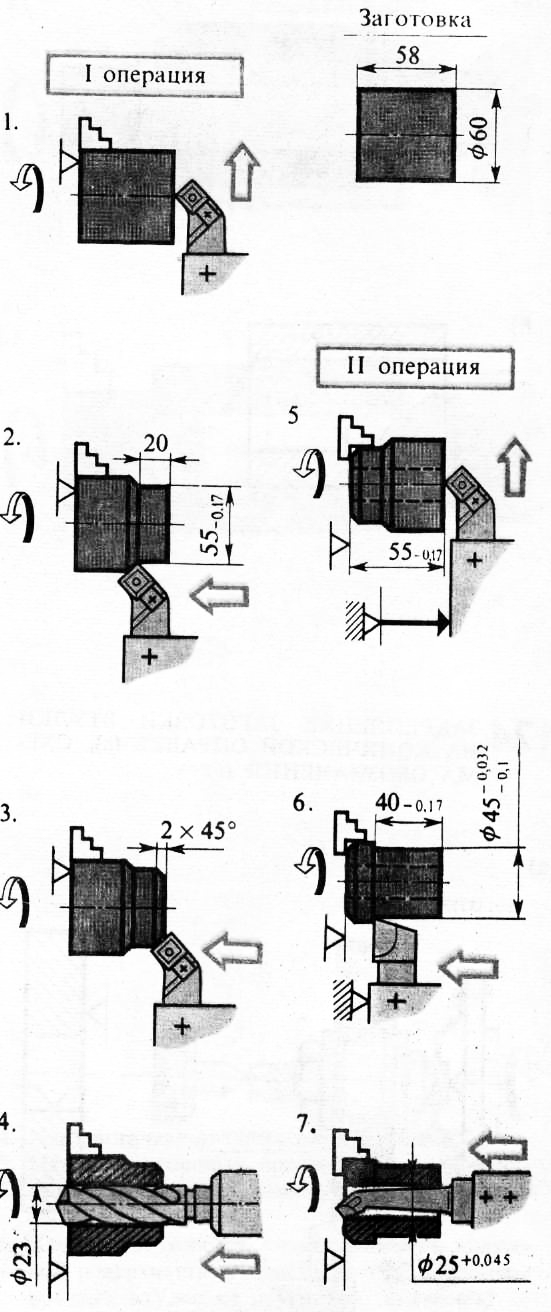
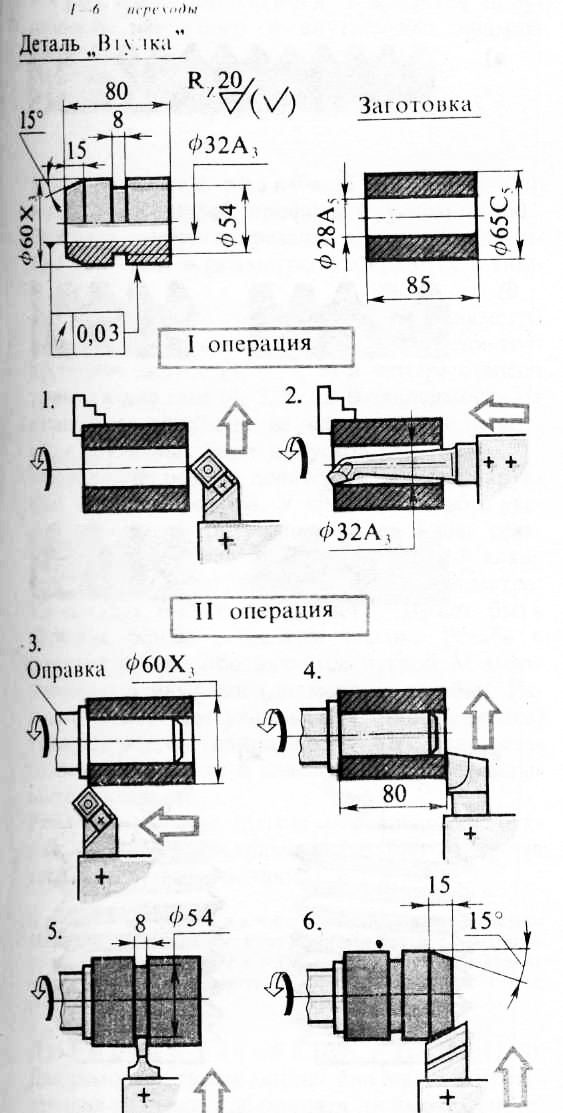
Токарное дело Далее: Общие сведения о резьбах Втулки — детали, часто встречающиеся в машинах. Они характеризуются наличием отверстия и требованием соосности наружной и внутренней поверхностей. Как видно на чертеже детали, наружная поверхность 045 должна быть концентрична отверстию 25 (допускаемое биение 0,05 мм). Это условие выполняется благодаря тому, что наружная поверхность и отверстие обрабатывается от одной базы, т. е. при одном и том же закреплении прутка в патроне. Технологический процесс изготовления втулки в условиях единичного производства выполняется в одну операцию, которая состоит из двух установов: в установе А заготовку обрабатывают со стороны меньшего диаметра (обтачивание наружной поверхности, сверление и растачивание отверстия); в установе Б деталь закрепляют за проточенную поверхность 045, подрезают торец со стороны буртика и снимают фаску. В условиях серийного производства такую втулку целесообразно изготовлять из штучных заготовок, предварительно отрезанных от прутка. Технологический процесс расчленяется на две операции (токарные): обработку с одной стороны со сверлением отверстия, затем обработку другой стороны с закреплением за обточенную в первой операции чистовую базу ср 45 (рис. 1). Линейные размеры 55 и 40 обеспечиваются при помощи упора. Во многих случаях заготовки типа втулок обрабатывают с базированием по отверстию на оправке. Оправка — это стержень, наружный диаметр которого соответствует диаметру базового отверстия заготовки (детали). Оправка обеспечивает точное центрование втулки по отверстию, быстрое и надежное ее закрепление. Простейшая оправка — коническая. Заготовка заклинивается на ней легким постукиванием по торцу. Базирование по отверстию осуществляют также при помощи гладкой цилиндрической оправки—заготовку зажимают гайкой. На рис. 3,а,б показаны несложные конструкции цанговых разжимных оправок; с разрезной стальной закаленной цангой и цельная чугунная оправка. Заготовку на цанговой оправке закрепляют завертыванием в цангу конического стержня: цанга, разжимаясь, центрирует и закрепляет заготовку. Ниже приведен технологический процесс получения детали «втулка с канавкой» из трубчатой заготовки с применением разжимной цанговой оправки. В первой операции предусмотрено: подрезание торца и обработка отверстия 32А. Во второй операции заготовка базируется по отверстию 32А на разжимной цанговой оправке. Здесь предусмотрено четыре перехода: обтачивание наружной поверхности й 60Х3, подрезание второго торца в размер 80 мм, протачивание канавки шириной 8 мм и снятие фаски шириной 15 мм под углом 15°. Установка на оправке обеспечивает соблюдение условия соосности отверстия й 32А и наружной поверхности й 60Х3 (допустимое биение 0,03 мм).
1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДЕТАЛИ «ВТУЛКА» В УСЛОВИЯХ СЕРИЙНОГО ПРОИЗВОДСТВА (ЗА ДВЕ ОПЕРАЦИИ):
1—7 — переходы
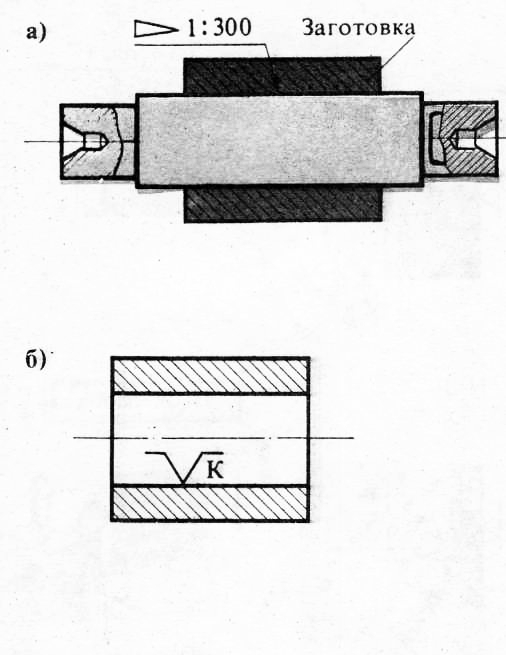
2. ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ ВТУЛКИ НА ЦИЛИНДРИЧЕСКОЙ ОПРАВКЕ (а) СХЕМА ОБОЗНАЧЕНИЯ (б)
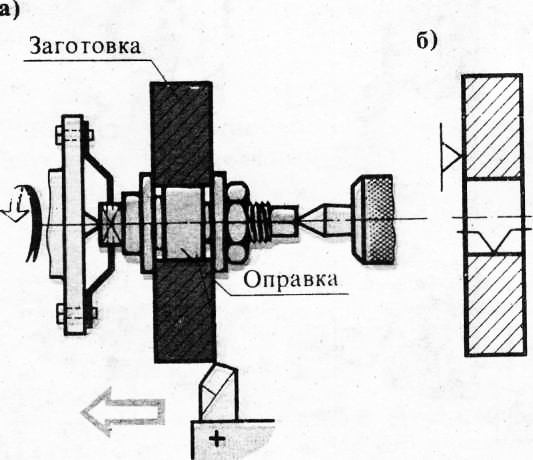
3. ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ ВТУЛКИ 1 НА КОНИЧЕСКОЙ ОПРАВКЕ (а), СХЕМА ОБОЗНАЧЕНИЯ (б)
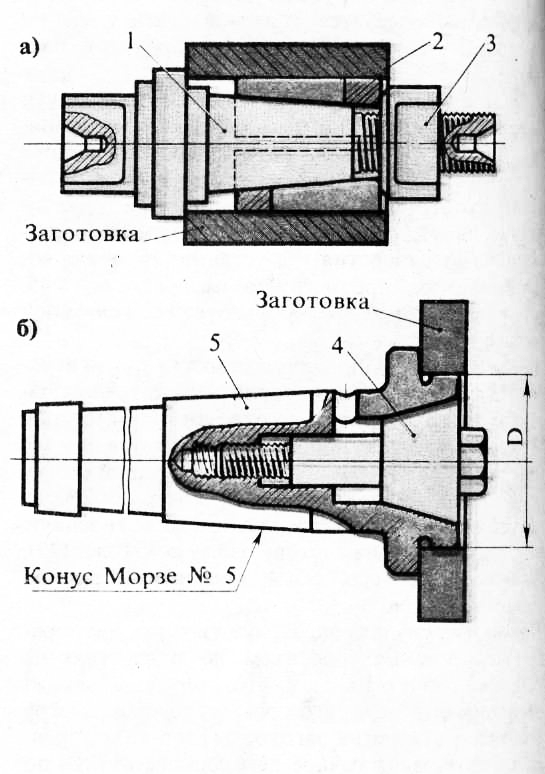
4. ЦАНГОВЬ1Е РАЗЖИМНЫЕ ОПРАВКИ:
а — со стальной цангой, б — цельная чугунная; 1 — корпус, 2 — цанга, 3 — нажимная гайка, 4 —конус с винтом, 5 — корпус-цанга
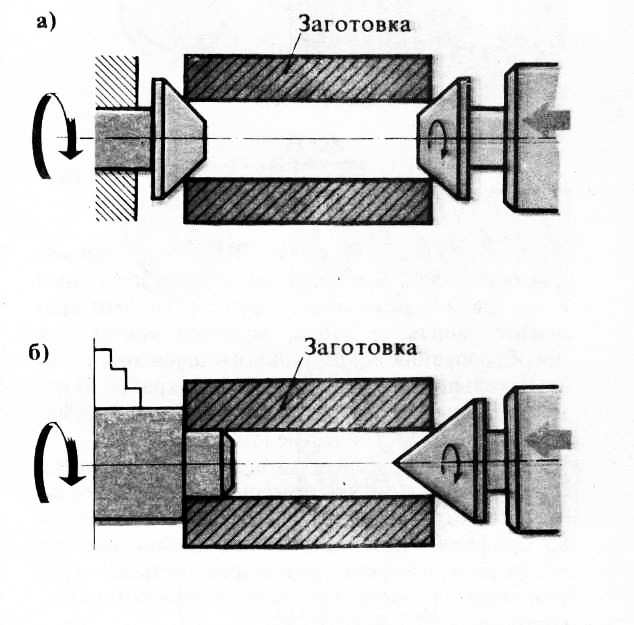
При более низких требованиях к соосности поверхностей (допускаемое биение более 0,08 мм) вторую операцию можно выполнять в поводках трения: заготовку закрепляют в грибковых центрах или на гладкой оправке с поджимом задним вращающимся центром (рис. 127, а, б).
5. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГО 14ОТ0ВЛЕНИЯ ДЕТАЛИ «ВТУЛКА С КАНАВКОЙ» С ПРИМЕНЕНИЕМ ОПРАВКИ:
6. ЗАКРЕПЛЕНИЕ ВТУЛОК ПРИ ПОМОЩИ ПОВОДКОВ ТРЕНИЯ:
а — в грибковых центрах, б — на оправке с поджимом грибковым центром
Реклама:Читать далее:Общие сведения о резьбахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|