|
|
Категория:
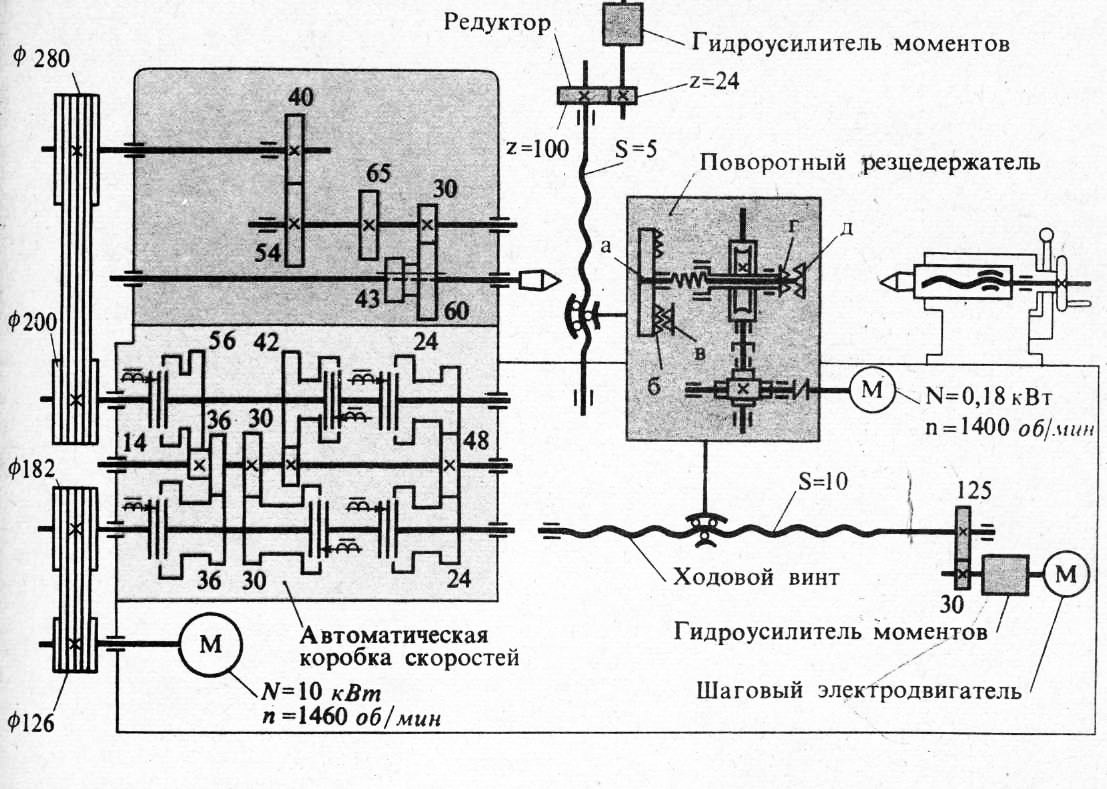
Токарное дело Токарный станок с числовым программным управлением 16К20ФЗС4 выпускается на базе серийного токарного станка 16К20 и предназначен для токарной обработки наружных и внутренних поверхностей со ступенчатыми и криволинейными участками (включая канавки, конусы, фаски и т. д.) за один или несколько проходов. Станок оснащен контурной двух-координатной системой программного управления «Контур 2МТ-Э1». Кинематическая схема станка 16К20ФЗС4 дана на рис. 1. Система ЧПУ, установленная на станке, обеспечивает перемещение суппорта по двум координатам, автоматическое переключение девяти скоростей шпинделя, индексацию шестипози-ционного резцедержателя с автоматическим поиском требуемой позиции, а также выполнение ряда вспомогательных команд. Программоносителем является восьмидорожечная перфолента шириной 25,4 мм.
2. КИНЕМАТИЧЕСКАЯ СХЕМА ТОКАРНО-ГО СТАНКА 16К20ФЗС4 С ЧПУ
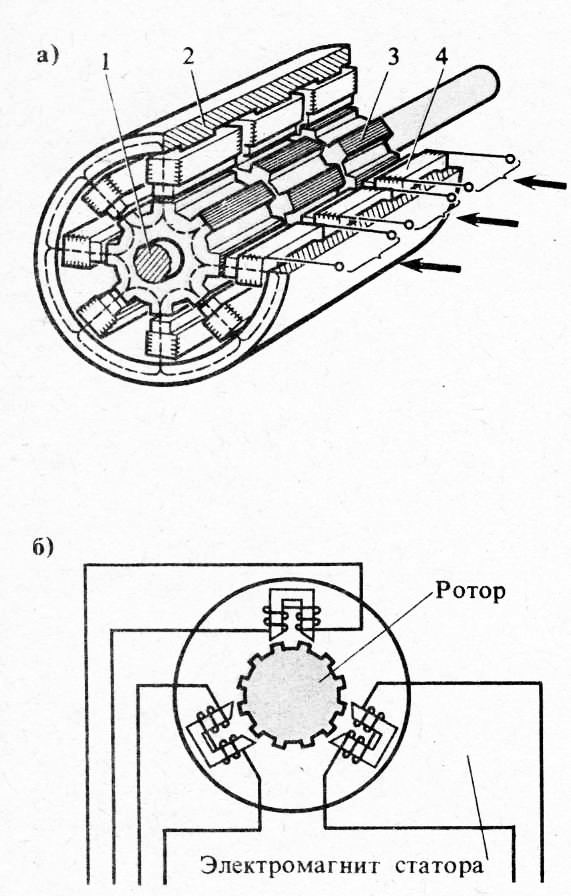
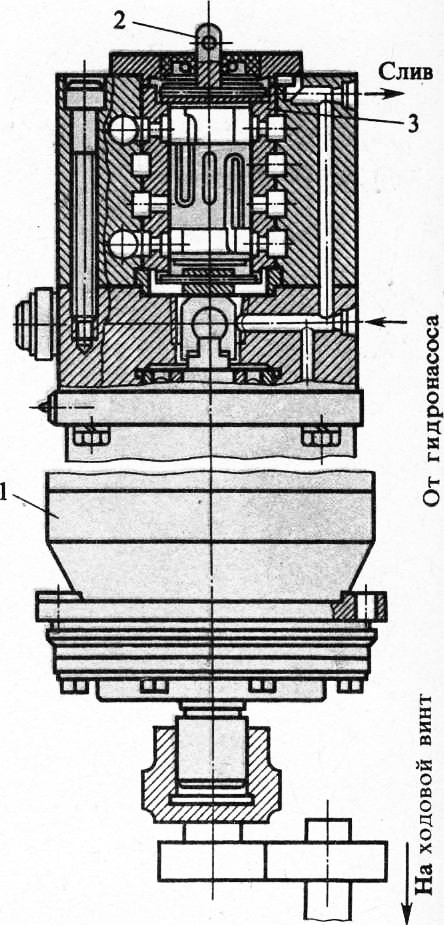
В СССР разработаны системы адаптивного числового управления станками и выпускается несколько типов станков с адаптивным управлением. Привод главного движения включает асинхронный электродвигатель, автоматическую девяти-скоростную коробку скоростей и шпиндельную бабку, соединенные клиноременными передачами. В шпиндельной бабке предусмотрено переключение вручную двух диапазонов частот вращения с соотношением 1:3, что вместе с девятискоростной коробкой скоростей обеспечивает получение 12 ступеней частот вращения шпинделя в диапазонах 35—560 и 100— 1600 об/мин (по 9 ступеней в каждом диапазоне). Привод продольного перемещения суппорта состоит из шагового электродвигателя ШД5-Д1, гидроусилителя моментов, редуктора 19:24, ходового винта (винт — гайка качения). Привод поперечного перемещения суппорта монтируется позади каретки и также состоит из шаг ового электродвигателя, гидроусилителя моментов, редуктора 30:125, ходового винта (винт — гайка качения). Шаговый электродвигател имеет статор и ротор с одинаковым количеством полюсов (зубцов), разделенных на три секции. Полюса ротора смещены относительно друг друга на 1/2, межполюсного расстояния. Обмотки электромагнитов статора, соединенные последовательно в секции I, II, III, питаются независимо одна от другой. Если поочередно включать напряжение в обмотке секций I, II, III, чтобы под током была одна секция, то ротор совершит шаговый поворот на небольшой угол до совмещения полюсов магнитов с зубцами ротора. Каждому включению обмотки (импульсу) соответствует поворот до 0,75°. Шаговые двигатели недостаточно мощны для непосредственного вращения ходовых винтов станка, поэтому предусмотрен специальный гидроусилитель моментов (рис. 359), который управляете от шагового двигателя. Кран-распределитель, приводимый во вращение от шагового электродвигателя, перераспределяет рабочую жидкость (масло) в золотнике точно по программе действия шагового двигателя, в результате чего гидродвигатель работает по программе, передавая момент на ходовой винт станка.
3. ШЛГОВЫЙ ЭЛЕКТРОДВИГАТЕЛЬ:
4. СХЕМА ГИДРОУСИЛИТЕЛЯ МОМЕНТОВ:
1 — аксиальио-поршневой гидродвигатель, 2 — золотник, 3 — крап-распределитель
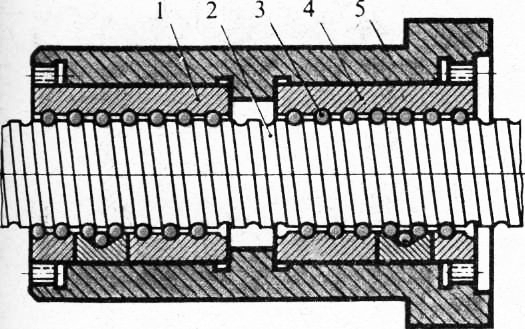
5. ШАРИКОВАЯ ВИНТОВАЯ ПАРА:
1 — левая полугайка. 2 — ходовой винт. 3 — шарик. 4 – - правая полугайка, 5 — корпус
Для осуществления точных перемещений в винтовой передаче устраняют люфты при помощи шариковой винтовой пары (винт — гайка качения), в которой точные закаленные шарики катятся по полукруглому профилю резьбы винта. Гайка состоит из двух полугаек, люфты выбираются посредством некоторого поворота полугаек. Поворотная резцедержавка станка шестипози-ционная с горизонтальной осью вращения устанавливается на поперечном суппорте. В специальной инструментальной головке закрепляются 6 резцов-вставок или инструментальных блока. Инструментальная головка съемная. Поворот резцедержавки осуществляется от электродвигателя N = 0,18 кВти л = 1400об/мин. Для настройки резцовых вставок и инструментальных блоков вне станка применяются оптические приборы (с микроскопом), например БВ2010. Настройка инструмента производится в такой последовательности: на плите прибора в кронштейне устанавливается эталонный инструмент и перекрестие микроскопа наводится на вершину эталонного инструмента. Затем вместо эталона устанавливается настраиваемый инструмент и поворотом регулировочных винтов вершина инструмента подводится в перекрестие микроскопа.
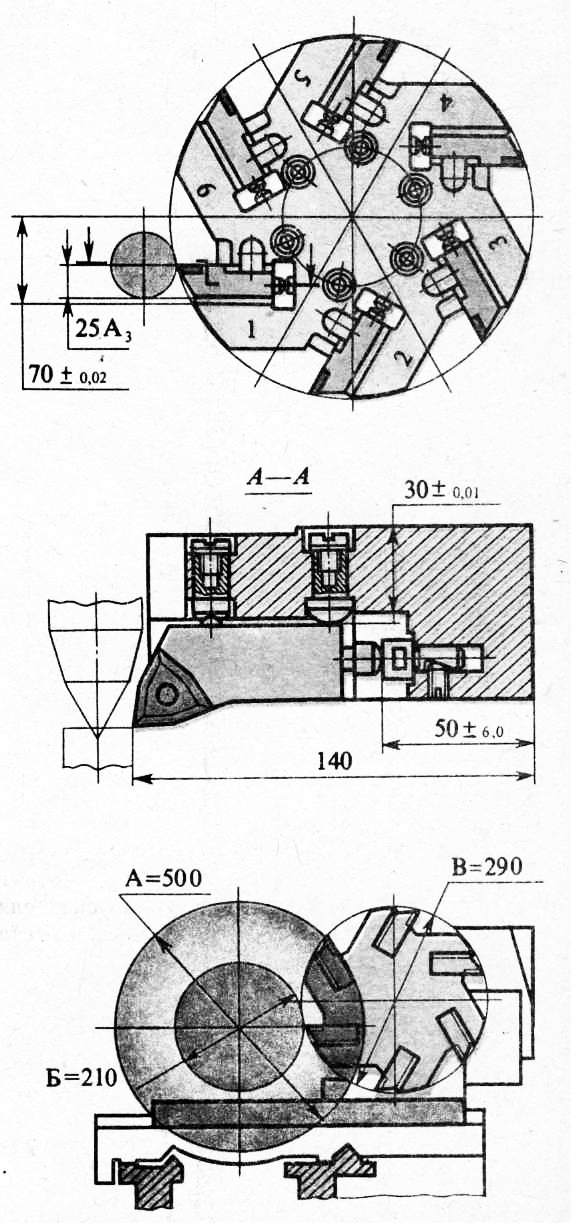
4. ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА ТОКАРНОГО ПАТРОННО-ЦЕНТРОВОГО СТАНКА С ЧПУ 16К20ФЗС4:
5. У—б —позиции головки; А максимальный диаметр обработки над направляющими станины, Б максимальный диаметр обработки над поперечным суппортом. В — максимальный диаметр возможной установки резцов
1 — электрошкаф. 2 — гидростанция. 3 — гидрокопировальный станок, 4 — суппорты станка, 5 — электроразводка, 6 — подвесной пульт, 7 — центральный пульт управления, 8 — шаговый транспортер
Реклама:Читать далее:Общие правила техники безопасности на территории предприятия и в цехахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|